
Prueba de estanqueidad de latiguillos con helio
La espectrometría de helio permite realizar la prueba de estanqueidad de latiguillos al aire acondicionado de automóviles
Para qué sirve un banco de helio
El cometido de un banco de helio es la detección de fugas que pudiera haber en los latiguillos que fabricamos. Estas fugas podrían hacer que el aire acondicionado del coche en que van montados perdiera su eficacia en unos pocos meses desde su montaje.
Aunque no sean fácilmente visibles, estos pequeños orificios permiten al gas refrigerante su salida al exterior, de manera que todo el circuito acabaría funcionando sólo con aire, gas que carece de las propiedades necesarias para que el sistema enfríe el habitáculo del vehículo tal como está concebido.
Puesto que no es posible fabricar latiguillos que sean absolutamente estancos, es decir, fuga cero, nuestros clientes nos dicen cuál es la máxima fuga admisible en un latiguillo. Para valores superiores tenemos que rechazarlos. Los valores inferiores o inapreciables significan que el latiguillo cumplirá su función según lo previsto.
Qué se hacía antes
La situación inicial, allá por la década de los 80, presentaba la fabricación de latiguillos de manguera y tubo de acero. En aquel momento, el sector de automoción todavía no exigía los niveles de coste, calidad, peso del vehículo, etc. que hoy están en curso. La prueba del latiguillo se realizaba sumergiéndolo en agua y sometiéndolo a una presión de aire. Una vez presurizado, se observaba la formación de burbujas, flagrantes delatoras de la existencia de una fuga, tal y como tradicionalmente se han detectado los pinchazos en los neumáticos.
Este sistema goza de una gran cantidad de ventajas dada su sencillez conceptual, de diseño, fabricación, mantenimiento y uso. La robustez de la que hace gala sitúa estas máquinas entre los mejores amigos de los departamentos de producción y mantenimiento.
En lo referente al proceso, someter rápidamente las piezas a este rango de presión, efectúa también una severa prueba mecánica de las mismas, evitando algunas roturas del circuito una vez en manos del cliente final. Se pueden citar ejemplos de fallos detectados gracias a la presión comunicada en engrapados de manguera, componentes, soldaduras defectuosas, etc.
Como desventajas, podemos citar lo grosero de la fuga, la humidificación inevitable de las piezas y la dificultad de localización de las fugas por la pérdida de atención del operador debido a la monotonía de la observación.
Debido a la escasa resolución del método, era necesario comunicar a los latiguillos una elevada presión, con los riesgos que ello entraña, que además exigía la instalación de un compresor junto al banco o su conexión a una bombona o batería de bombonas para la alimentación de aire. En nuestro caso, puesto que teníamos en servicio varios bancos, se dispuso una red específica alimentada por varios compresores.
En este momento, comunicando una presión de 50 bar a los latiguillos, éramos capaces de detectar fugas del orden del centenar de gramos anuales de fuga de gas refrigerante (R 12, y posterior-mente R 134 a), en el circuito del vehículo, es decir, 10-3 mbar.l/s de helio. Una fuga de este rango deja fuera de servicio el aire acondicionado del vehículo, sin lugar a dudas, unos pocos meses después de su carga.
Por qué se nos ocurre cambiar
Es en el año 1996 cuando nuestro principal cliente, Seat, nos sugiere la adopción del método de detección de fugas con gas helio.
El motivo fundamental para requerir este cambio estriba en los problemas de llenado del circuito de aire acondicionado con R 134 a. Inmediatamente después de la prueba de estanqueidad realizada en nuestras instalaciones, se procedía al taponado de las piezas para evitar que cuerpos extraños contaminaran su interior. Este taponamiento evitaba cualquier evaporación del agua que hubiese podido alcanzar accidentalmente el interior de los latiguillos, de manera que, al proceder a su montaje en la línea de nuestro cliente, esas piezas habían mantenido la humedad.
Una vez montados los latiguillos en el vehículo, se procede a su vaciado como paso previo a la carga del gas refrigerante. Éste es el momento crítico puesto que, debido a la humedad de los latiguillos, el vaciado del circuito se prolonga considerablemente en el tiempo, lo que provoca un retraso o un defecto en el proceso que la carga acusará. Ineludiblemente, nos encontraremos con un aire acondicionado que no funciona.
Para evitar este problema podíamos recurrir a la tecnología de la detección de fugas por helio entre otros sistemas como, por ejemplo, líquidos penetrantes, caída de presión, ultrasonidos o husmeación de halógenos, de cuya comparación ilustra la figura 1.
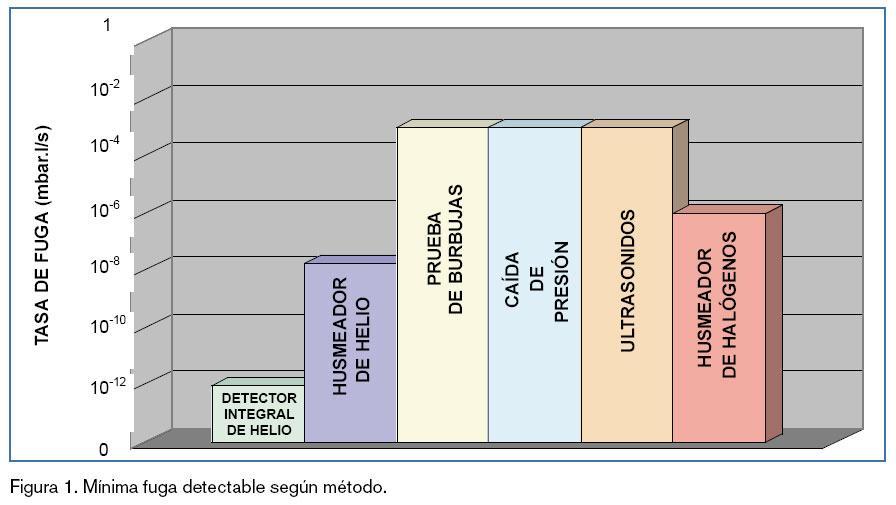
Para decidirnos por el helio no fue Seat nuestro único argumento. Y es que la que utiliza helio es la tecnología que más pequeñas fugas es capaz de detectar, a la par de ser, ya entonces, una preferencia en el sector de automoción. Sin embargo, hay que decir que prácticamente no tenía todavía aplicación.
Los líquidos penetrantes y los ultrasonidos son difícilmente susceptibles de uso en nuestra aplicación, así que quedaron descartados por sí mismos.
De recurrir a la prueba por caída de presión, hallaríamos solamente, en el mejor de los casos, fugas cien veces mayores que las detectadas con el viejo método burbuja, so pena de incurrir en inversiones verdaderamente elevadas.
La husmeación de halógenos, dejando a un lado que abarca un intervalo de medida más contenido que la husmeación de helio, no presenta grandes diferencias con éste.
La detección de fugas con helio representa ciertas ventajas, como soslayar la necesidad de secar los latiguillos tras la prueba en el banco de agua, lo que reduce las operaciones sin valor añadido; simplificar el proceso y reducir las labores de mantenimiento, lo que reduce el coste; realizar una prueba más exhaustiva que evita el suministro de piezas defectuosas, lo que aumenta la satisfacción del cliente. ¿Por qué, entonces, no elegir el helio?
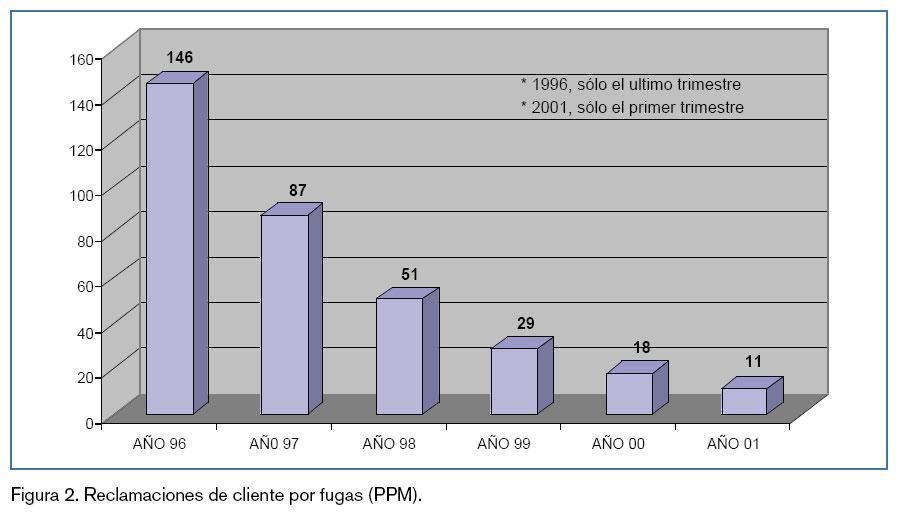
En el año 1998 quedó eliminada la prueba bajo agua. En su lugar, había cuatro bancos de husmeación manual. A lo largo del año 2000, se comenzó la implantación de los bancos de detección integral de fugas, a iniciativa de nuestro cliente Volkswagen. Introdujimos en el primer trimestre de 2001 la prueba de husmeación automática, con sendos ban-cos de 10 y de 40 bar de presión de prueba. Los resultados de la implantación pueden observarse en figura 2.
Qué es el helio
El helio es un gas noble, es decir, no se combina con ninguna sustancia. Esto le confiere un carácter muy seguro a la hora de su utilización, puesto que no producirá nunca ninguna reacción.
Su tamaño molecular es pequeñísimo por lo que en el campo de la detección de fugas se hace extraordinariamente importante ya que puede atravesar orificios que ninguna otra sustancia, a excepción del hidrógeno, podría atravesar. Es decir, si a través de una pared intentamos hacer pasar helio y no lo conseguimos, podemos asegurar que esa pared es completamente estanca a cualquier sustancia, a excepción, claro está, del hidrógeno. La pregunta ahora no puede hacerse esperar más: ¿por qué, si es más pequeño, no utilizamos hidrógeno? El carácter tremendamente explosivo del hidrógeno es la razón. Recordemos que los dirigibles, que utilizaban hidrógeno, quedaron en desuso por la dramática explosión del Hindenburg. Hoy día existen algunos modelos con diversos fines que se sustentan con helio.
Su velocidad molecular media a temperatura ambiente es muy elevada, unos 1.240 m/s. De modo que cuando atraviese una fuga se conducirá con gran velocidad hacia el detector correspondiente, que tendrá, logicamente, una rápida respuesta.
Su concentración en la atmósfera es muy baja, sólo 5 ppm, por lo que cuando encontremos una lectura, con total seguridad a efectos industriales, podremos aseverar que la concentración medida es ajena a la ambiental. Lógicamente, esto excluye casos de contaminación por diferentes causas, en los que habrá que tener en cuenta el efecto de dicha concentración anómala.
Es relativamente barato, dado que el tipo que usamos es un residuo de la obtención de otros tipos, destinados a aplicaciones que requieren concentraciones más elevadas. Para la que nos ocupa es más que suficiente el comercialmente denominado Helioglobo, de concentración superior al 99%, pudiéndose obtener, no obstante, resultados equivalentes con concentraciones inferiores. Podríamos utilizar, por ejemplo, una mezcla en la que la concentración fuese, incluso, inferior al 80%, posibilidad que obviamos como ya justificaremos en el apartado «Qué se hace con el helio al acabar la prueba».
No es tóxico ni peligroso, tal y como reza la correspondiente ficha de seguridad, “salvo por desplazamiento del aire”, en cuyo caso causa asfixia. No hay que permitir que cunda el pánico por esta salve-dad puesto que se requeriría no respirar nada más que helio de elevada concentración durante algunos minutos para provocar la asfixia, cosa que no puede pasar salvo que se cuente con los medios adecuados y se provoque voluntariamente. En otros términos, esto es lo mismo que no respirar. Por cuantificar la posibilidad de asfixia de quien se halle en la fábrica en el transcurso de una gran fuga de helio, diremos que si nuestras instalaciones fuesen completamente estancas (están llenas de chimeneas, ventanas y puertas que no cierran en semejante grado), dada una superficie aproximada de 10.000 m2 y una altura media de 7 m, obtenemos un volumen de 70.000 m3. Cada bombona que nuestro proveedor nos suministra alberga en su interior el equivalente a 9 m3, por lo que precisaríamos más de 7.700 de ellas. Si tenemos en cuenta que nuestras existencias se limitan a unos 30 envases, el riesgo de asfixia queda lejos de toda posibilidad.
Por otra parte, existe una creencia popular que denuncia que quien respire helio torna su timbre a voz de pito. Esta posibilidad debe ser matizada en nombre del carácter noble de este gas. Y es que, solamente inhalando helio hasta llenar los pulmones conseguiríamos que, al articular un sonido, nuestra voz imitase a la de los famosos Pitufos del padre Abraham. La razón es que el medio en el que vibran las cuerdas vocales es ahora helio, cuyas características físicas permiten una vibración de frecuencia mucho más elevada que en el caso del aire. El efecto es tan gracioso como efímero, pues finaliza al exhalar todo el helio que hubo en los pulmones.
Cómo es un banco de helio
El banco de helio está compuesto por un equipo de vacío, un espectrómetro de masas, un sistema de utillajes, un circuito de pruebas y un sistema de control de las maniobras.
Equipo de vacío
El equipo de vacío está formado por una serie bombas de diferentes capacidades de bombeo y niveles de vacío, en función de su cometido.
Bomba para latiguillos
Se trata de una bomba (figura 5) de pequeño caudal (12 m3/h) y bajo nivel de vacío (150 mbar). Lo que se pretende con su uso es succionar el aire que pueda encontrarse dentro de la pieza que va a ser sometida a prueba con una doble finalidad. Por una lado, se buscan fugas de gran tamaño que no permitirían alcanzar el vacío deseado caso de existir. Por otra parte, al eliminar aire, el helio que entre posterior-mente en el latiguillo verá reducida su concentración en menor cuantía. Este punto será ampliado posteriormente.

Bomba para cámaras de husmeación
Esta bomba es de características similares a la anterior. Su cometido es forzar la circulación del gas que circunda la zona crítica de la pieza examinada hacia el espectrómetro de masas.
Bomba rotativa para cámara integral
Esta dispone de 630 m3/h de caudal y vacío medio, pues alcanza los 0,5 mbar. Su función es preparar la cámara de prueba integral para alcanzar en ella alto vacío.
Grupo de bombas Roots para cámara integral
Son dos bombas (figura 6) dispuestas en serie, de 1.000 m3/h de caudal y capaces de rozar el alto vacío. En nuestra aplicación, trabajan contra la cámara de prueba integral tras la bomba rotativa. Se conectan a ella cuando se logran los 6 mbar hasta alcanzar 20.10-3 mbar.
Espectrómetro de masas
Es un aparato completamente autónomo (figuras 7 y 8), capaz de detectar el gas para el que esté dedicado, helio en nuestro caso. Para poder ser autónomo, incorpora una serie de elementos auxiliares tales como bomba de alto vacío, bomba de apoyo, válvulas, vacuostatos y electrónica de control. Todo el sistema se encarga de recoger una muestra de gas que, tras sufrir un tratamiento de adecuación de su régimen de flujo y segregación de moléculas, conducirá todas las de helio contenidas en la muestra hasta un dispositivo detector de iones, que es el responsable de medir cuánto helio hay en la muestra tomada.
Todo el conjunto es capaz de detectar cualquier gas si se sintoniza para ello. En nuestra aplicación, lo más razonable es elegir un aparato optimizado para la detección exclusivamente de helio, posibilitando así medir rangos de fuga verdaderamente pequeños, hasta el punto de ser el método más sensible que se conoce. Baste como detalle indicar que podría medir valores del orden de 10-12 mbar.l/s, es decir, mil millones de veces más pequeños de lo que podíamos medir con el método de burbuja.
Existen dos modos de trabajo para el espectrómetro que se diferencian en la toma de la muestra de gas.


Modo husmeación
La muestra de gas es tomada mediante una pistola sorbedora que la canalizará hasta el analizador o bien a través de una cámara que determina un volumen de control. Esta muestra responde a una fracción del aire que hay en la zona, de mayor proporción en el caso de incorporar cámara. Por ello, se puede concluir que es un valor estadístico, no obstante, se puede asegurar que su sensibilidad es muy superior a la que normalmente se lograría con el método de burbuja, logrando valores hasta 10-9 mbar.l/s.
Modo vacío
La muestra de gas se toma en este caso conduciendo la muestra al espectrómetro desde una cámara donde se sitúan los latiguillos. Esta cámara se encuentra en alto vacío (0,020 mbar aproximadamente), por lo que el espectrómetro absorberá en la práctica la totalidad de moléculas que en la cámara se encuentren, lo que supone la principal diferencia respecto el modo de husmeación. Caso de haber una fuga, el gas que escapa del latiguillo se conduce al espectrómetro de masas de manera que, de haber una sola molécula de helio en la cámara, es cuestión de tiempo, el espectrómetro la encontraría. Esta operativa aumenta la capacidad de detección hasta valores de 10-12 mbar.l/s.
No hay duda que este derroche de medios responde a una tecnología pro-pia de laboratorio y pretendemos aplicarla en la ruda producción de cada día. Conscientes de ello, los fabricantes de estos aparatos dotan a los mismos de seguridades que los hacen mucho más robustos de lo que a primera vista sería imaginable, protegiendo cada uno de los elementos de manera que resulta difícil provocar averías por descuido. Por nuestra parte, un riguroso mantenimiento preventivo termina por evitar que surjan problemas que no sean debidos a accidentes ocasionales o actos de vandalismo.
Como es de esperar, es éste el sistema más oneroso de los que incorpora el banco, tanto en el momento de la adquisición como a la hora su mantenimiento.
Sistema de utillajes
Dependiendo de qué tipo de prueba vayamos a efectuar, dispondremos de uno u otro tipo de utillaje que comparten como características comunes la sencillez de su concepto y la elevada calidad de su acabado. Tienen una importancia muy alta, a pesar de repercutir el menor coste de todo el sistema, ya que determinan una gran parte del tiempo de prueba. Por otro lado, es imprescindible que garanticen de todo punto una conexión estanca que, de otra manera induciría a detectar fugas en piezas donde no las hay o, incluso, a provocar una contaminación del ambiente que impidiera realizar la prueba.
Utillaje para husmeación manual
Se trata de un bastidor (figura 9) de perfil de aluminio con las correspondientes camas donde se dispone el latiguillo de manera que respete su geometría, evitando incurrir en su deformación. Se busca siempre la sencillez en su diseño para procurar el rápido posicionamiento de las piezas y contener su coste. En los extremos de la pieza hay sendos cilindros neumáticos que se ocuparán de efectuar la conexión al circuito de prueba. En unos casos se recurre a conectar haciendo junta con discos de material plástico que se presionan contra la conexión del latiguillo logrando la estanqueidad sin dañar la pieza. El circuito quedará conectado por un orificio que se practica a través del propio disco. En otras ocasiones, el cilindro conecta con el latiguillo a través de una pieza de acero inoxidable con idéntica geometría a la que luego conectará en el coche, como la válvula de expansión, el compresor, etc. De este modo obtenemos el diseño del propio cliente y queda garantizada la estanqueidad de la conexión. Los mencionados cilindros incorporan en los adaptadores otro tubo flexible que se conectará al banco para cerrar el circuito.
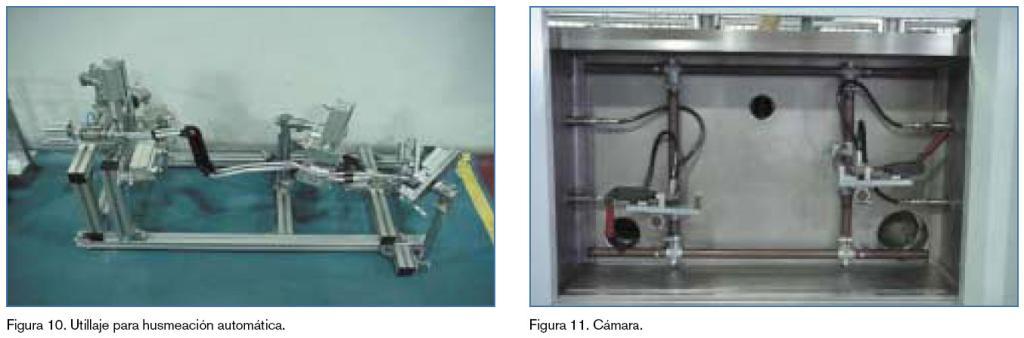
Utillaje para husmeación automática
En esencia es igual que el anterior (figura 10). Añade cámaras para aislar un volumen de control en torno a cada zona crítica a inspeccionar, es decir, válvulas, bridas, engrapados, etc. Estas cámaras se cierran automáticamente a la señal del operador. Realizan un aislamiento no estanco de la zona y la conectan al banco mediante un tubo flexible que conducirá el gas hacia el espectrómetro gracias a la bomba de apoyo que fuerza la circulación. Incorpora ya una cantidad discreta de piezas mecanizadas por lo que su precio multiplica al anterior, al menos por seis. Es por eso que lo usamos en líneas con diseños fijos y con escasas referencias.
Utillaje para cámara integral
Este tipo no incluye bastidor sino que se encuentra libre o anclado a las barras dispuestas en el interior de la cámara de vacío del banco. Conecta el latiguillo al banco mediante enchufes rápidos de alta calidad. Cuenta, igualmente, con una reproducción de la pieza a la que conecta en el vehículo cuya conexión se efectúa manualmente. Se han evitado los cilindros neumáticos porque las fugas que estos pueden tener afectan notablemente al vacío de la cámara y para reducir al máximo los objetos en el interior de la cámara, siempre susceptibles de recoger suciedad y, en especial, aceite que pueda luego provocar problemas de adsorción. Aunque de gran calidad de ejecución, la sencillez de su diseño contiene el precio en gran medida y, ya que no contempla la geometría del latiguillo, su uso se hace posible para cualquier familia que comparta conexiones. De ahí su indicación para líneas con numerosas geometrías o diseños inestables.
Circuito de pruebas
El circuito de pruebas (figura 12) es un conjunto de canalizaciones, válvulas, conexiones, presostatos, vacuostatos y filtros que se encargan de comunicar los tubos con los diferentes gases que entran en juego.
Por un extremo del circuito se comunican presión de helio, vacío, presión de aire (en caso de prueba integral o en modo vacío) y el retorno de helio
Por el extremo opuesto se conectan las válvulas oportunas para ventilar el circuito y medir presión y vacío en los latiguillos. De esa manera, al ubicar los instrumentos de medida en el extremo opuesto al que recibe presión y vacío, podemos comprobar también que el latiguillo no está obturado.
Una vez más, la ausencia de fugas es de vital importancia para el éxito de la prueba. En este caso, el mayor peligro es la contaminación del ambiente que pudiera producirse. Los componentes son de la máxima calidad y meticulosamente montados.
El circuito incorpora dos filtros para aislar la suciedad que pudiesen llevar los latiguillos e impedir así que llegue a las diferentes partes del circuito.
Todas las válvulas que incorporan estos circuitos son de una elaboración muy cuidada, hechas de acero inoxidable y comprobadas en fábrica, con el correspondiente certificado de estanqueidad.
En el modo de prueba de husmeación automática, se añade un segundo circuito que es el responsable de conducir la muestra de aire desde cada una de las cámaras del utillaje hasta una caja de válvulas que dará paso individualmente a cada cámara hacia el espectrómetro.
Para la detección con cámara integral existe un único conducto entre la cámara y el espectrómetro cuya comunicación es efectuada por una válvula que se abre y cierra oportunamente.
Control de maniobras
Todos los elementos que incorpora el banco de helio han de ser controlados para realizar el ciclo de pruebas de manera eficaz. Para desarrollar esta tarea contamos con un autómata programable que gestiona todas las señales de orden y recibe todas las señales de monitorización, a partir de las cuales da paso a las siguientes etapas del proceso hasta el fin del mismo.
Cómo funciona un banco de helio
La idea del funcionamiento básico del banco de helio reside en el paso de helio a través de los orificios que pudiesen existir en la pieza y su posterior detección. Resulta esencial determinar el valor de medida a partir del cual el espectrómetro dará la señal de pieza defectuosa. Este cálculo se determina a partir del valor máximo de fuga admitido por el cliente, características químicas del gas refrigerante y del gas de prueba, la presión de trabajo del latiguillo y la presión de prueba. Recurriendo a una ley tan universal como la de Gay Lussac obtenemos el valor de tara.
Actualmente, contamos con varios tipos de banco. La principal división que puede hacerse es la que tiene en cuenta el modo de trabajo del espectrómetro, ya que determina en grado muy importante las características constructivas de la máquina.
Banco de pruebas por husmeación Manual
Éste fue el primer tipo de banco en introducirse. Resulta ser la máquina más barata de todos los tipos que tenemos dada la gran sencillez de su construcción por el rango de presión que utiliza. Igual caso atienden los utillajes. Mediante la conexión de la pieza al utillaje, el sistema de control actúa sobre los cilindros neumáticos a la señal del operador y comienza el trabajo de la máquina tal y como queda descrito en la figura 13. En primer lugar, se comunica la bomba de vacío al latiguillo para proceder a su vaciado, hasta unos 150 mbar. A la señal del vacuostato, si no se ha superado el tiempo de operación, lo que sería muestra de que el latiguillo está obturado, se abre la válvula correspondiente y comunica al latiguillo una presión de 10 bar de helio. El presostato situado en el extremo opuesto del circuito leerá dicha presión. De transcurrir el tiempo programado sin que el presostato detecte la presión de prueba, el banco lanzará el mensaje delator del problema, encontrándonos ante una obturación no detectada anteriormente (quizá se haya provocado a posteriori por el movimiento de algún cuerpo extraño), o ante un problema de suministro de helio. Si la presurización ha sido satisfactoria, la máquina da el aviso al operario para que proceda a la husmeación de las zonas críticas, vigilando en el transcurso de la operación que la presión de helio no descienda del valor de prueba, momento en el que emitiría una señal de alarma. Utilizando el husmeador del espectrómetro de masas, el operario comprueba la estanqueidad de la pieza. Cuando el espectrómetro detecta una fuga, emite una señal acústica suficientemente molesta como para no pasar desapercibida. El operario marcaría la pieza con color rojo para su rechazo. En caso de no haber fuga, la marca se realiza con un rotulador de color verde cuyo soporte, conectado al control de la máquina, sumará otra pieza válida al contador de piezas aceptadas. Al extraer cualquiera de los rotuladores de marcado de su alojamiento, el sistema de control continúa con el proceso: se abre la válvula que libera el helio a la canalización correspondiente; a continuación se conecta la bomba de vacío y, tras unos segundos se abre la válvula de aireación situada en el extremo opuesto del circuito, quedando forzada una circulación de aire que provocará el barrido del circuito, evitando así que al desconectar la pieza de él, cualquier cantidad de helio quede en la zona del banco contaminando el ambiente. La apertura de los cilindros de conexión brinda al operario la posibilidad de retirar la pieza examinada y colocar un nuevo latiguillo.

Automática
Esta máquina resulta algo más cara que la anterior, al añadir un segundo circuito de canalización hacia el espectrómetro ajeno al husmeador propio que incorpora. El ciclo es idéntico. La única variación se produce al efectuar la husmeación. En este caso, al dar el operador la señal de inicio de ciclo, a la par que se efectúa la conexión de la pieza al circuito, las cámaras de aislamiento del volumen de control encierran las partes críticas. Se inicia el vacío previo para proseguir con la presurización con helio a 10 bar o a 40 bar (en este caso el banco alberga el utillaje en una urna de policarbonato y perfil de aluminio de manera que es imposible la presurización de las piezas si esta urna no está cerrada, salvo para valores de presión inferiores a 10 bar).
Alcanzada la presión de prueba, el control abre el flujo de gas de cada cámara hacia el espectrómetro, con el apoyo de una bomba de vacío externa a éste. A través de un distribuidor de válvulas se analiza cada cámara durante tres segundos. Si el espectrómetro detecta fuga, emite señal acústica y luminosa de color rojo, identifica dónde se ha localizado la fuga y finaliza el proceso de modo idéntico al anterior. Caso de no detectar fuga, emite señal luminosa de color verde. Cuando el proceso está completamente finalizado, el banco libera la pieza para su marcaje y clasificación posterior, quedando listo para una nueva prueba.
Banco de pruebas integral
Es el banco más sensible de los que disponemos merced a ejecutar la prueba contra un volumen de control en el que se dis-ponen los latiguillos, que es la cámara de pruebas. Tal como se indica en la figura 14, se colocan los latiguillos en el mencionado recipiente y se conectan a sus conexiones. A la señal del operador, el banco cierra la cámara y, simultáneamente, conecta las bombas de vacío a la cámara y comunica 35 bar de aire a los tubos, los cuales mantendrá hasta que la cámara presente un vacío de 0,020 mbar. Si se superase un tiempo establecido para lograr la presurización de los tubos, el vacío de la cámara o ambos, el banco rechazaría la prueba por interpretar la existencia de una fuga. Se presurizan con aire y no con helio, a pesar del inconveniente que representa añadir al circuito un multiplicador de presión con el correspondiente depósito y controles, porque si hubiese una fuga gruesa, al conectar 35 bar de helio contaminaríamos la cámara y el propio circuito del banco y bombas.
Para efectuar la siguiente prueba deberíamos proceder a la eliminación del helio residual, tarea que podría prolongarse en este caso durante varias horas.
Superada la presurización de los tubos y alcanzado el vacío de la cámara, se ventilan los tubos, se conectan a vacío y, una vez alcanzados los 100 mbar, se presurizan con 35 ~ 40 bar de helio. En el mismo instante que se inicia la presurización de los tubos con helio, se conecta el detector a la cámara, comenzando así a medir. De esta manera, caso de encontrar una fuga grande, se canaliza directamente al espectrómetro, el cual dará la señal oportuna para interrumpir el proceso y evitar así una contaminación de la cámara y los sistemas. Finalizada la detección, se desconecta de nuevo el espectrómetro de la cámara; a continuación se airea la cámara y se libera la presión de helio de los latiguillos. Después se practica el vacío a los latiguillos y su posterior barrido. Cuando se han aireado, se abre la cámara para proceder a una nueva prueba.
Si se hubiese encontrado fuga, el proceso es el mismo salvo que se añaden sucesivos vaciados de la cámara para evitar cualquier contaminación de la misma.

Qué se hace con el helio al acabar la prueba
En esencia, el sistema de gestión de helio, en adelante red, para los bancos de prueba consta de una red de recuperación, una red de suministro, una red de escape, globo, pulmón, compresor, panel de recarga y accesorios.
Las características de la red serán definidas en el momento de su ejecución, ya que depende de varios parámetros que pueden estar interrelacionados como son, entre otros, la presión de prueba en los latiguillos, la presión máxima de trabajo del compresor, consumo de gas, distancia de unos bancos a otros y presión en la red de suministro.
A la hora de plantearse una inversión en una red de recuperación de helio, vale la pena suponer, como mínimo, una recuperación del 80% del gas y, en general, su amortización en el plazo de un año.
En resumen, cuando pulsamos el botón de un banco para iniciar una prueba, ocurre lo siguiente:
Presurización del latiguillo a la presión de prueba
Esta presión de prueba determinará, junto con el número de bancos conectados, la presión a la que debe estar la red de suministro. Se deberá establecer un compromiso entre velocidad de llenado y peligrosidad, fijando como máximo la presión de timbre que el propio instalador certifique, que a su vez depende de la construcción y de los elementos que incorpore.
En nuestro caso, la red está timbrada a 69 bar pero su presión máxima de trabajo es de 46 bar, como medida de seguridad ante la presión máxima de trabajo de los filtros que incorporan los ban-cos. Dicha presión máxima está limitada mediante una válvula de seguridad.
Así mismo, es recomendable utilizar tubos resistentes a los ambientes agresivos, como acero inoxidable. El diámetro que empleamos es 1/4”.
Escape libre del helio
Cuando finaliza la prueba, se libera a escape libre el helio del interior del latiguillo y se encamina a través de la red de recuperación hacia un globo donde se almacenará para ser comprimido de nuevo. Intuitivamente, podemos decir que el helio llegará tanto más fácil cuando menos obstáculos encuentre. Esto se traduce en un tubo de diámetro adecuado (Ø 2”) y el menor número posible de cambios de dirección, estrangulamientos, etc.
Es muy recomendable instalar un desvío de la red de recuperación al exterior de la fábrica para permitir efectuar posibles purgas de la red y para el caso de averiarse el compresor, ya que el globo no admitiría todo el volumen de helio que podría llegarle desde los bancos hasta agotar por completo el almacenado en el pulmón.
A pesar de que la presión a la que va a circular el gas por el interior de esta red es de sólo décimas de bar, es también necesario timbrar dicha instalación a una presión aproximada de 6 u 8 bar. En nuestro caso instalamos tubería de cobre Ø 50/54 mm pintada contra la corrosión.
Succión del helio residual
Una vez que la presión del helio dentro del latiguillo ha descendido al valor de la atmosférica, se conecta a él la bomba de vacío que va a extraer el gas residual, primero por succión y luego, al abrir uno de los extremos del latiguillo, provocando una corriente de aire que empujará el último resto de gas. Como durante esta última extracción se mezclará el helio con aire, su concentración se verá seriamente comprometida, por lo que no debemos introducir esta porción en el depósito. Así pues, la bomba de vacío se conecta directamente al exterior de la fábrica.
De verter el gas residual en el interior del edificio, llegaríamos a encontrar proporciones de helio en el ambiente suficientemente altas en pocas horas de trabajo como para entorpecer considerablemente el desarrollo de las pruebas de estanqueidad de los latiguillos.
El material que se usa en esta ocasión es tubo de PVC, con diámetro Ø 32 mm aproximadamente. Es necesario soldar las uniones con una pasta que garantice su estanqueidad al agua como mínimo.
Almacenamiento del helio en el globo
El helio liberado a escape libre es conducido a través de la red de recuperación al globo donde queda almacenado provisionalmente. El objeto de esta espera es alcanzar un volumen mínimo para comprimir posteriormente y, al mismo tiempo, dar tiempos de descanso al compresor. De esta forma garantizamos a un tiempo que el compresor tiene qué comprimir y que el compresor puede descansar.
Este globo está fabricado en caucho o látex y debe tener una cuidadosa manufactura para permitir los constantes cambios de forma, ciertas sobrepresiones mínimas y no tener ninguna fuga. Un volumen ideal será determinado por, aproximadamente, 0,5 m3 por cada banco conectado.
Es muy recomendable instalarlo en una habitación ajena a la sala de producción con el objeto de no provocar ninguna contaminación en caso de avería. En cualquier caso, debe estar junto al compresor.
Se debe instalar una válvula de seguridad que lo proteja de sobrepresiones que le pudieran llegar a hacer estallar, teniendo en cuenta también que debe permitir el vertido del helio proveniente de los ban-cos. Un valor orientativo de tarado de dicha válvula puede ser 0,2 ~ 0,4 bar.
También incorporará una válvula de purga manual para posibles averías.
Compresión del gas almacenado en el globo
El compresor es avisado por un sistema de señales de que el globo tiene cierto volumen de gas y comienza a comprimirlo. No dejará de comprimir mientras el sistema de señales del globo no le envíe la señal de haber terminado el gas almacenado, pero es necesario también que el pulmón que lo almacene no haya alcanzado el valor máximo de presión y que no haya superado el tiempo ni la temperatura máxima de funcionamiento del propio compresor.
Almacenamiento del gas a presión en el pulmón
Una vez comprimido, el helio se almacena en el llamado pulmón, que no es otra cosa que cualquiera de las bombonas que habitualmente los gasistas utilizan para suministrar argón, CO2, nitrógeno o el mismo helio. El número de bombonas que constituyen el pulmón y la presión a la que en ellas almacenamos el helio depende de factores como el consumo, la presión de trabajo del compresor, la facilidad de suministro, las posibilidades de avería en la red, etc.
En sí mismas, las bombonas estarán limitadas a una presión máxima de 200 bar, pero puede ocurrir que sea el propio compresor el que no tenga capacidad para alcanzar esa presión. En ese caso, la máxima del compresor será la presión de almacenamiento del pulmón. Tanto el pulmón como el compresor deberán estar protegidos por una válvula de seguridad que impida que soporten presiones para las que no están preparados.
Entendiendo por autonomía el tiempo que la fábrica podría trabajar desde el momento en que surgiera una avería que inutilizase el compresor hasta parar por falta de helio, podemos decir que la autonomía de la fábrica va a ser un dato fundamental a la hora de diseñar el tamaño del pulmón. Actualmente, la autonomía en nuestra planta es de un turno de producción, tiempo del cual el proveedor dispondría para facilitarnos suministro de helio.
Otro medio de lograr autonomía es mediante la conexión directa de bombonas del proveedor a cada banco. Dependiendo de la producción, cada banco podrá consumir en torno a 0,7 bombonas por turno. Lógicamente, se necesita una bombona por banco como mínimo.
Las tuberías que constituyen la red de suministro están unidas al pulmón a través de un regulador de presión y una válvula de seguridad ya mencionada anteriormente. También, es necesario filtrar el helio que pasa a la tubería para evitar perjuicios en la propia prueba como los que la presencia de agua, aceite, polvo, etc., pudiesen ocasionar.
En este momento, volveríamos a tener disponible el helio en la red para realizar una nueva prueba.
Recarga de la red
Cada vez que hacemos una prueba, perdemos en ella un porcentaje igual al cociente entre la presión residual y la presión de prueba. En el caso de husmeación manual es
Pérdida = (1bar/10bar)x100= 10%
Esa cantidad es la que se vierte mediante la bomba de vacío al exterior de la fábrica unida a la de pequeñas posibles fugas, etc. Para mantener constante la autonomía de la fábrica deberemos aportar helio al sistema en la misma cantidad que lo estamos desperdiciando. Disponemos de un panel automático de recarga con dos fuentes alternativas conectadas a un regulador que alimentará con helio al globo cada vez que el sistema detecte que la presión en el pulmón ha descendido y no hay helio en el propio globo para comprimir. No obstante, puede también instalarse una bombona con válvula manual a pesar de la atención que ello requiere. El panel de recarga se preocupa de avisar cuando alguna de sus fuentes se ha agotado y de conectar la fuente en reserva. Admite la posibilidad de dos fuentes, ya sean bombonas o bloques, etc.
RESUMEN
En este artículo se aborda la evolución de la prueba de estanqueidad de latiguillos destinados al aire acondicionado de automóviles, de carácter similar a otras aplicaciones industriales o domésticas, presentando las distintas posibilidades que brinda el estado del arte, justificando la elección de la espectrometría de helio y describiendo algunos sistemas de aplicación. Finalmente, se señalan los hitos básicos de un sistema de recuperación de helio. Todos los puntos se adornan con la experiencia de la implantación de los sistemas mencionados en la planta de Eaton-Aeroquip Ibérica en Alcalá de Henares.