

Optimización y ahorro energético en la fabricación del acero inoxidable
RESUMEN
El objetivo general del estudio es la predicción automatizada de tendencias y comportamiento del horno de recocido de acero inoxidable, encargado de la recuperación de la estructura de la bandade acero inoxidable sometiendo labobinadurante un cierto tiempo a un calentamiento con una temperatura suficientemente alta. Este tratamiento se realiza porque en la laminación en caliente, fase en la que se reduce el espesor de la bobina, se produce una deformación en la estructura cristalina de la red metálica que afecta a sus propiedades metalúrgicas.
Para implementar esto, es necesario adquirir continuamente las temperaturas del horno de recocido y la velocidad de la línea para correlacionarlos con cada unidad de producción o bobinas. Para la gestión de toda esa información, se construye un modelo simple del horno y se proponen simples funciones de recocido cuya integración a lo largo de una trayectoria e-t proporciona una herramienta poderosa para la supervisión de los ingenieros de control de calidad.
Con este estudio se pretende obtener un modelo de calentamiento del horno de recocido, para lo cual se generarán los valores de las consignas que escribir en el control lógico programable (PLC) del horno.
Recibido: 2 de febrero de 2013
Aceptado: 1 de septiembre de 2013
Avance online: 27 de febrero de 2014
Palabras clave
Horno de recocido, temperatura, acero inoxidable, bobina, ahorro de energía
ABSTRACT
This paper is a study of a process step of manufacturing stainless steel. The general aim of this study is the automated prediction of trends and behaviour of the stainless steel annealing furnace in charge of recovering the stainless steel band structure, submitting the coil, during certain period of time, to a sufficiently high temperature heating. This treatment is done because during lamination process it takes place a deformation ofthecrystallinestructure of coil metallic network that changes its metallurgical properties.
To implement that, it is necessary to acquire continuously the temperatures of the annealing furnace and the speed of the line and to correlate them with each production units or coils. For managing all that information, a simple model of the furnace has been built and simple annealing functions have also been proposed. Their integration along an e-t trajectory provides a powerful supervision tool for control quality engineers.
This study aims to obtain a model of warming the annealing furnace. For that reason, the temperatures values will be written in the programmable logic controller (PLC) of the furnace.
Received: February 2, 2013
Accepted: September 1, 2013
Online first: February 27, 2014
Keywords
Annealing furnace, temperature, stainless steel, coil, energy saving
El objetivo de la fabricación del acero inoxidable es obtener un producto que cumpla las especificaciones del cliente, en paralelo a una minimización de los costes. Podría pensarse que en el sector del acero existe poco margen para la innovación; nada más lejos de la realidad, el mero hecho de que hace 10 años no existiesen el 50% de los aceros que hay actualmente en el mercado, da una idea de la evolución constante del mismo.
El sector del acero se ha caracterizado por las constantes innovaciones desarrolladas durante las últimas décadas en sus procesos de producción, lo que ha significado una revolución tecnológica desde el punto de vista productivo y de calidad. En la actualidad, la actividad innovadora del sector continúa y seguirá en el futuro en términos de simplificación de los procesos, obtención de nuevas calidades y control avanzado de los procesos, buscando siempre soluciones que contribuyan al desarrollo sostenible.
El esfuerzo inversor en I+D+i ha de estar enfocado, entre otras acciones, en conseguir el máximo rendimiento de los recursos empleados en las empresas.
Al trasladar esta intención de innovación al proceso de fabricación se pretende abordar la optimización de una fase del proceso, ya que en la laminación en caliente se reduce el espesor de una bobina al deseado pero se produce una deformación en la estructura cristalina de la red metálica a causa de la deformación sufrida por el material. Con el objeto de regenerar la estructura y conseguir la aparición y crecimiento de los granos, se realiza el tratamiento térmico de recocido de la banda laminada en caliente (acritud), con el consiguiente descenso de alargamiento junto con acercamiento de la carga de rotura y el límite elástico.
En este artículo se pretende dar a conocer un estudio realizado en un horno de recocido de acero inoxidable basado en la predicción automatizada de tendencias y del comportamiento del horno de recocido de acero inoxidable.
Ya se ha mencionado que, para regenerar la estructura interna del acero y mejorar las características mecánicas que permitan la conformabilidad del material laminado en frío, es preciso someter las bandas laminadas a un recocido cuyas fases fundamentales son:
– Calentamiento a hasta más de 900 ºC.
– Mantenimiento a temperatura.
– Enfriamiento.
Los hornos de recocido en las líneas de laminación en frío se extienden a lo largo de una longitud considerable, constituyendo un foco térmico distribuido.
Se dispone de la información de la temperatura suministrada por sensores situados en las diferentes zonas, cada una de ellas dividida, a su vez, en parte superior e inferior. Así pues, el horno se puede considerar un conjunto de focos térmicos con una distribución de temperatura homogénea en cada zona, que será medida por el sensor correspondiente.
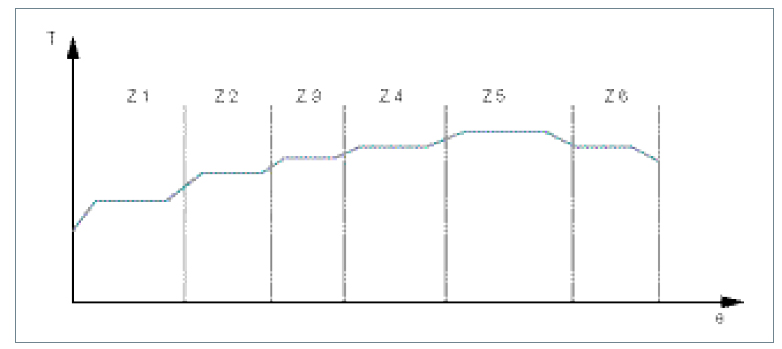
Puede realizarse un modelo sencillo si se efectúa una aproximación lineal discreta de la variación de la temperatura en cada zona, es decir, temperatura constante en cada zona y variación lineal en las transiciones entre zonas. Para la realización de este modelo se dispondrá de las dimensiones de cada zona y una función lineal de aproximación para describir la variación de la temperatura en la transición entre zonas, considerando una cierta graduación de la temperatura para suavizar las transiciones entre las zonas.
Las herramientas de minería de datos (data mining) han experimentado en las últimas décadas un desarrollo paralelo a la capacidad de los ordenadores para procesar datos. Los componentes esenciales de la tecnología de data mining han estado bajo desarrollo en áreas de investigación como estadística, inteligencia artificial y aprendizaje de máquinas. Esta tecnología, si bien reciente en su concepción, puede considerarse una herramienta de obligada aceptación y uso en el competitivo entorno empresarial, aunque sus principales aplicaciones no se han dirigido a los procesos puramente industriales.
Dentro de las aplicaciones a los procesos industriales se debe destacar el control de calidad.
El cumplimiento a largo plazo de este objetivo global requiere iniciativas de innovación en las áreas de procesos de producción y tecnologías de fabricación, con el fin de hacer frente a los principales retos que se plantean:
– Alcanzar los más altos niveles de calidad con procesos altamente productivos y eficientes.
– Reducir los tiempos desde la recepción de pedido hasta la entrega al cliente.
– Renovar constantemente la oferta de productos siderúrgicos, es decir, el desarrollo de nuevas calidades de acero con mayores, mejores o nuevas propiedades y funciones.
– Garantizar un periodo mínimo desde el desarrollo hasta el lanzamiento en el mercado.
– Contribuir al desarrollo sostenible.
La sostenibilidad y la eficiencia energética constituyen importantes desafíos, no solo en términos de producto, sino también en términos de procesos y actividad siderúrgica en general. Las cuestiones medioambientales suponen en la actualidad elementos dinamizadores de la actividad en I+D+i pero, en un futuro, están llamados a convertirse en factores de diferenciación entre diferentes materiales y, por tanto, entre las empresas.
Métodos
Metodología empleada
El desarrollo del proyecto se puede desglosar en dos fases principalmente: la primera de ellas es la fase de estudio de los datos y obtención de los modelos de recocido; y la segunda es la fase de simulación, verificación y validación.
Para todas las bobinas de cada tipo de acero se calcula el valor ideal de recocido que debe tener en función de su tipo y espesor. Además, se calcula el valor de recocido real que ha tenido cada bobina, considerando, por tanto, los datos reales y no ideales.
En este proyecto se ha analizado de forma individualizada el recocido de cada bobina y de cada una de sus partes al pasar por un horno extenso con diferentes zonas y temperaturas, que a su vez son función del tiempo. Con el fin de obtener un modelo de calentamiento del horno de recocido se generarán los valores de las consignas que escribir en el PLC del horno.
El cálculo de los puntos de temperatura determinan la temperatura ideal para ser transferida a los controladores individuales de las zonas, por lo que cada material es calentado de acuerdo con el óptimo de la curva de calentamiento.
La segunda fase ha consistido en el estudio experimental basado en la simulación, en el que se ha podido corroborar el estudio realizado en la primera, así como obtener el proceso de recocido corregido de las bobinas ya procesadas. Con ello, se pretende conseguir un software que corrija el recocido de las bobinas en el horno, modificando la velocidad de la línea y temperaturas de las zonas del horno en tiempo real, haciendo que este proceso se rija por los modelos ya calculados.
La situación de la detección de anomalías de recocido estaba basada hasta el momento en una observación visual de las bobinas, a partir de la cual se determina si la bobina es correcta o defectuosa. Con los cálculos de recocido de las bobinas realizados en este proyecto se ha demostrado la imprecisión de dicho sistema, debido a que estos cálculos desvelan un número mayor de bobinas con falta de recocido a las anteriormente detectadas.
En este proyecto se utiliza la simulación para comprobar y verificar la validez de los modelos calculados, así como realizar un simulacro del funcionamiento del horno en tiempo real.
En primer lugar, lee la velocidad de la línea y la temperatura de cada una de las zonas del horno. Con esa información y la introducida por el operador, calcula el recocido que está alcanzando cada una de las zonas del horno, para poder contrastar dichos valores con el modelo de recocido.
Si los valores se encuentran en el rango permitido, no se tomará ninguna acción; en caso contrario se valorará si se está produciendo una falta de recocido, disminuyendo de esta manera la velocidad de la línea, o si se está produciendo un exceso de recocido, aumentando la velocidad de la línea.
Ante problemas de falta y exceso de recocido simultáneamente, tendrá preferencia a ser solucionada la falta de recocido, debido a que este problema causa defectos más graves que el exceso.
En caso de que la temperatura de alguna de las zonas del horno se encuentre muy por encima o por debajo del valor medio establecido para esa zona, la aplicación dará un aviso al operador para que sea consciente del problema y se solucione lo antes posible.
Una vez tomadas las acciones correctoras oportunas, la aplicación escribirá los valores de las consignas (temperaturas y velocidad) en el PLC del horno.
Este proceso se repetirá continuamente durante el recocido de cada bobina.

El alcance de estos dos propósitos involucra los siguientes objetivos:
– Corrección de los parámetros de recocido: temperatura y velocidad de la línea para cada tipo de acero y espesor.
– Comprobar la respuesta del sistema ante variaciones espontáneas de los parámetros velocidad y temperatura.
– Seguimiento continuado de las bobinas durante su recocido.
– Lectura de las consignas del PLC del horno.
– Disminuir el número de bobinas con defectos de recocido.
– Tener la posibilidad de hacer pruebas de la aplicación anteriores a su implantación.
– Evitar el consumo de energía mediante altas temperaturas innecesarias.
Funciones de recocido
El manejo y representación adecuados de toda esta información no es trivial. Hay que tener en cuenta que una bobina son cientos de metros y se procesan diariamente decenas de ellas. Nos encontramos con un problema de presentación de gran cantidad de datos de temperaturas de zonas, velocidades, bobinas, metros, etcétera que hay que tratar de representar de forma gráfica y compacta. Para facilitar el análisis y visualización del recocido de una bobina completa, el procedimiento seguido ha sido integrar la curva de la temperatura a que ha estado sometido cada punto de una bobina en su trayectoria por el horno y extender este cálculo a todos los puntos de la misma. Esta integración nos proporciona un valor por cada Dx de bobina que resume el proceso de recocido de cada punto.
En las bases de datos históricos se obtienen numerosas variables como temperaturas de las seis zonas del horno tanto en la parte superior como inferior, velocidades, temperaturas medias, longitud de las bobinas, ancho, espesor, tipo de acero, etc.
Para completar la información necesaria para el estudio se han generado variables adicionales que representan el valor de recocido que han adquirido puntos de cada banda de acero situados cada 10 metros.
Para calcular el recocido de una bobina completa, el procedimiento seguido ha sido integrar la curva de la temperatura a que ha estado sometido cada punto de una bobina en su trayectoria por el horno y extender este cálculo a todos los puntos de la misma. Esta integración proporciona un valor por cada Dx de bobina que resume el proceso de recocido de cada punto. Estos valores pueden representarse para cada punto de la bobina, teniendo una representación compacta 2D de cada bobina.
El resultado de esta integración dará temperatura*tiempo, que se expresa en ºC*seg. Este es un valor representativo de la energía térmica total recibida por cada punto de la bobina. No obstante, para que este valor tenga sentido hay que tener en cuenta que el recocido solo se efectúa a partir de una determinada temperatura.
Por tanto puede establecerse un límite inferior a partir del cual hay recocido y por debajo de él no. Así pues, el recocido se calcula como la integración de la temperatura en exceso de un valor de temperatura configurable (típicamente 1.050 ºC) a lo largo de la trayectoria en el horno de cada intervalo de material. Es decir, las temperaturas inferiores a la de referencia, Tr, no cuentan en la integración. La función de recocido Rec_1 (T) tipo todo-nada así descrita se representa en la figura 3a. La dimensión del resultado de la integración de la función Rec_1 a lo largo de una trayectoria es temp*tiempo y se mide en ºC*seg, aunque en realidad no son ºC sino el exceso en ºC respecto de la Temperatura Tr.
Así el recocido para cada metro se obtiene integrando en la trayectoria
La gráfica de la bobina representa los resultados de la ecuación anterior aplicados a cada muestra de la bobina (en función de la distancia a la cabeza). El valor mostrado en el eje de ordenada son ºC * seg.
Existe otro enfoque para analizar el recocido. Está basado en el tiempo en que la chapa está sometida a una temperatura superior a la de recocido.
Así considerado, solamente interesa contar el tiempo dentro del horno si se cumple la condición T > Tr. La integración de esta función tiene un significado diferente a la primera y la dimensión obtenida no es Temp * tiempo, sino que admite una interpretación puramente temporal, ya que si un punto se mantuviera durante toda la trayectoria a una temperatura superior a Tr, la integración equivaldría al tiempo de permanencia en el horno. No obstante, para evitar el carácter excesivamente crítico del valor Tr, que llevaría a que si se está a solo 1 ºC por debajo de Tr no se cuenta en absoluto el tiempo de recocido, se ha propuesto otra función de recocido Rec_2 como se muestra en la figura 3b.
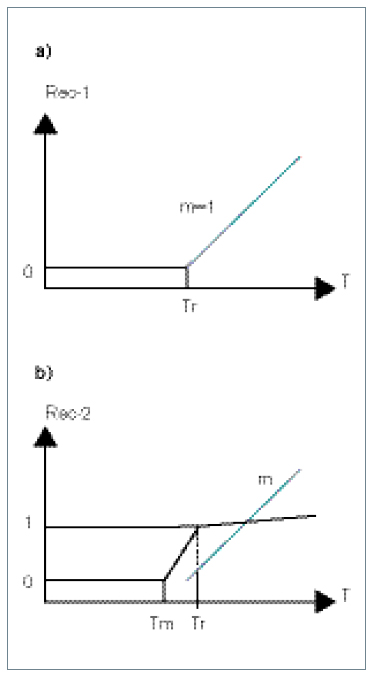
Esta se interpreta más bien como un tiempo compensado en el que los momentos en los que la temperatura es inferior a Tr, pero se mantiene entre Tm y Tr, cuentan menos proporcionalmente a la diferencia con respecto a Tr, y si está por encima de Tr, se valoran más, dependiendo de la pendiente m aplicada. (Si la pendiente del tramo es 0, equivaldrán a tiempo de recocido efectivo en el horno). Y, por último, si la T está por debajo del valor Tm, no cuentan en absoluto a efectos de tiempo de recocido.
Así, el recocido para cada metro se calcula de la siguiente forma:
Modelo simplificado espaciotemporal del horno de recocido
Los hornos de recocido en las líneas de laminación en frío se extienden a lo largo de una longitud considerable y constituyen un foco térmico distribuido. Se dispone de la información de la temperatura
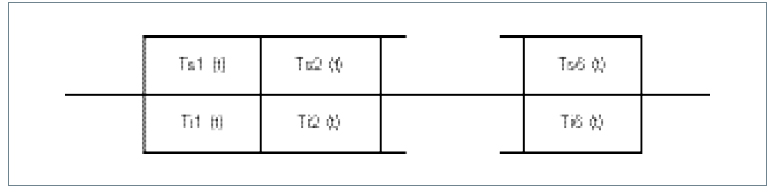
(t) suministrada por sensores situados en cada zona (6 zonas en el caso de la línea de recocido estudiada, cada una de ellas dividida a su vez en parte superior e inferior). Así pues, podemos considerar el horno un conjunto de focos térmicos con una distribución de temperatura homogénea en cada zona que será medida por el sensor correspondiente.
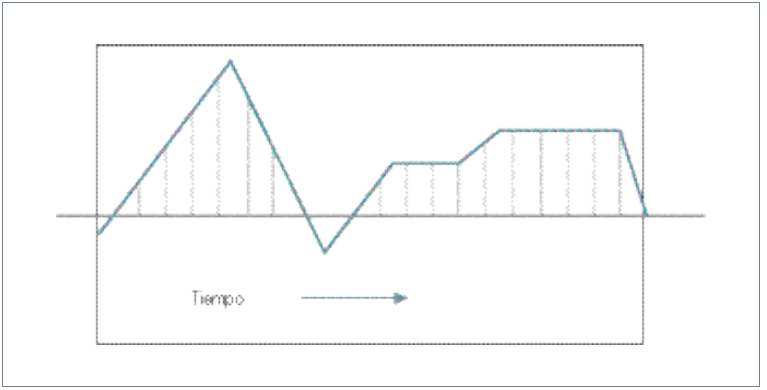
Puede realizarse un modelo sencillo, si se efectúa una aproximación lineal discreta de la variación de la temperatura en cada zona, tal como se representa en la figura 4.
Es decir, temperatura constante en cada zona y variación lineal en las transiciones entre zonas. Para la realización de este modelo se dispondrá de las dimensiones de cada zona y de una función lineal de aproximación para describir la variación de la temperatura en la transición entre zonas.
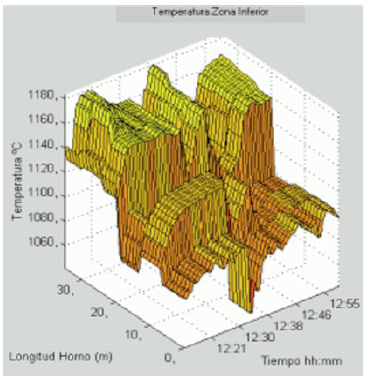
Pero además, la temperatura varía con el tiempo de forma independiente en cada zona. Por tanto T (e,t) constituye una superficie en el espacio (figura 6) que depende tanto del tiempo como de la posición en que nos encontremos dentro del horno.
Resultados
En este documento se presenta parte de un proyecto de supervisión del proceso de recocido de una línea de acero inoxidable que implica un modelo simplificado del horno como un conjunto de focos térmicos variables con el tiempo y la organización de la múltiple información adquirida para su representación y visualización. Se proponen unas funciones de recocido cuya integración a lo largo de trayectorias espacio-tiempo posibilita una representación compacta de las unidades de producción (bobinas) y proporciona al ingeniero de control de calidad una herramienta útil para la supervisión del proceso de recocido de una línea de producción.
Para este estudio se ha utilizado el modelo simplificado del horno como un conjunto de focos térmicos variables con el tiempo, así como una población de datos de 5.132 bobinas con el fin de disponer de una población representativa con la que elaborar el modelo.
El desarrollo del proyecto, como se ha detallado previamente, se ha realizado en dos fases principalmente: la primera de ellas es la fase de estudio de los datos y obtención de los modelos de recocido, y la segunda es la fase de simulación, verificación y validación.
En la primera fase se han estudiado las variables que afectan al valor de recocido que obtiene cada uno de los puntos de una bobina. Estas, como ya se han citado, son la temperatura de cada una de las zonas del horno, tiempo de recocido de cada punto de la bobina a unas temperaturas determinadas, lo cual es una consecuencia de la velocidad con que la bobina recorre el horno, y también el espesor de la bobina considerada.
En los resultados obtenidos se puede observar que la temperatura media de salida de las bobinas correctas es superior a la temperatura de las que tienen exceso de recocido en algunos casos. Esto se debe a que el exceso de recocido puede ser causado por estancia en el horno un tiempo superior al indicado por la norma a temperaturas no lo suficientemente elevadas, o bien a una estancia inferior a la indicada por la norma sometida a temperaturas muy elevadas.
En otros casos, las bobinas que tienen exceso de recocido tienen una temperatura media de salida mayor que las bobinas correctas, debido a que han estado sometidas a altas temperaturas.
Respecto a las temperaturas medias de salida del horno de los puntos con falta de recocido, generalmente poseen una temperatura inferior aquellas bobinas que han permanecido en el horno un tiempo inferior al que indica la norma y a mayor velocidad de la indicada por esta que aquellas que han estado el tiempo que indica la norma a temperaturas muy bajas debido a que los primeros tienen una estancia en el horno inferior a la establecida por la norma, como consecuencia de su elevada velocidad.
En la mayor parte de los casos, el defecto de exceso de recocido con mayor temperatura de salida es causada por estar un tiempo superior al que indica la norma y a menor velocidad de la que indica la misma.
Contrastando las causas de la falta y exceso de recocido, llevándolas a los extremos, se puede deducir que la principal causa de los mismos es el tiempo de estancia en el horno, consecuencia de la velocidad de la línea, en algunos casos muy superior a la de la norma y en otros muy inferior.
Debido a esto la aplicación mantiene la velocidad en el valor adecuado para el recocido, sin producir bruscas variaciones y manteniendo la velocidad lo más uniforme posible.
Conclusiones y justificación del proyecto
En toda sociedad, para alcanzar un cierto desarrollo y bienestar social es preciso disponer de energía suficiente que cubra y atienda las necesidades personales de los ciudadanos, el funcionamiento de los servicios, la producción de bienes de consumo, el transporte y comercio de productos, etc. Y resulta evidente que las demandas energéticas se incrementan en la medida en que la sociedad progresa y se desarrolla.
Por ello, la industria debe colaborar optimizando el consumo energético de sus procesos alcanzando un doble beneficio: ahorro de costes energéticos en la empresa y un uso efectivo de la energía favoreciendo cuestiones medioambientales que suponen en la actualidad elementos dinamizadores de la actividad en I+D+i pero, en un futuro, están llamados a convertirse en factores de diferenciación entre las empresas.
Un excesivo uso de la energía provoca problemas sociales y ambientales. La crítica hacia esa realidad es creciente pero, a su vez, introduce contradicciones en su funcionamiento.
En España, la intensidad energética, relación entre el consumo de energía y el producto nacional bruto, ha crecido considerablemente en los últimos años, lo que puede relacionarse con un uso ineficiente de la energía y/o con el bajo valor añadido de nuestra actividad económica.
A esta situación se le añade, además, el problema de nuestra excesiva dependencia energética del exterior que se cuantifica ya en el 80% del consumo, lo que nos coloca en una posición ciertamente crítica y preocupante.
El objetivo de este estudio persigue, con la optimización de este proceso, conseguir una reducción de costes energéticos, así como en combustibles, contribuyendo de esta manera a un uso racional de la energía eléctrica. Para lograrlo, los puntos de temperatura calculados deben adaptarse a cualquier cambio en las condiciones de operación.
En primer lugar es de vital importancia considerar las variables que afectan al valor de recocido que obtiene cada uno de los puntos de una bobina. Estas son principalmente: temperatura de cada una de las zonas del horno, tiempo de recocido de cada punto de la bobina a unas temperaturas determinadas, lo cual es una consecuencia de la velocidad con que la bobina recorre el horno, y también el espesor de la bobina considerada.
Las principales causas que originan la falta de recocido de una bobina son:
– La bobina tiene un tiempo de recocido inferior al indicado por la norma, lo que es consecuencia de la velocidad de la línea.
– Temperaturas de las seis zonas del horno muy bajas, por lo que el tiempo de recocido es menor o igual al indicado por la norma.
Las principales causas que originan el exceso de recocido de una bobina son:
– La bobina tiene un tiempo de recocido superior al indicado por la norma, lo que es consecuencia de la velocidad de la línea.
– Temperaturas de las seis zonas del horno muy altas.
En todos los modelos obtenidos se puede observar que las temperaturas de las zonas superior e inferior del horno para un tipo de acero y espesor determinado siguen un comportamiento muy similar.
También cabe destacar que la zona 2 del horno posee para todos los aceros y espesores las temperaturas más elevadas que en el resto de zonas. De la misma manera, las temperaturas más bajas corresponden generalmente a las zonas 3 y 4.
Bibliografía
Bailey JE, Hirsch PB (1962). The recrystallization process in some polycrystalline metals. Proceedings of the Royal Society of London. Series A, Mathematical and Physical Sciences 267: 11-30.
Ben Young (2008). Experimental and numerical investigation of high strength stainless steel structures. Journal of Constructional Steel Research, vol. 64, no. 11: 1225-30.
Carvalho SR, Ong TH, Guimaraes G (2006). A mathematical and computational model of furnaces for continuous steel strip processing. Materials Processing Technology 178: 379-387.
Charles J (2008). Duplex stainless steels, a review after DSS’07 in grado. Revue de Metallurgie 3: 155-171.
Erdem G, Taptik Y (2005). Effect of hot rolling conditions to produce deep drawing quality steels for continuous annealing process. Material Processing Technology 170: 17-23.
Gfrerer M, Erlangen F (1983). Method and device for the continuous, contactless monitoring of the structure state of cold strip. US Patent 4394193.
Chen JX, Rine D, Simon HD (1996). Advancing Interactive Visualization and Computational Steering, IEEE Computational Science & Engineering, Vol. 3, No. 4: 13-17.
Jha BK, Jha P, Singh CD (2002). Process Technology for the Continuous hot band annealing of 17% Cr ferritic stainless steel. Journal of Material Engineering and performance, 11 (2): 180-186.
Li S, Chen Q, Huang GB (2006). Dynamic temperature modeling of continuous anneling furnace using GGAP-RBF neural network. Neurocomputing 69: 523-536.
Mitra A, Sagar SP, Bhattacharya DK.(2003). Sensitive device for the nondestructive evaluation of steel structures or components. US Patent 6617847.
Quach WM, Teng JG, Chung KF (2009). Residual stresses in press-braked stainless steel sections, i: Coiling and uncoiling of sheets. Constructional Steel Research 65: 1803-1815.