

Mantenimiento planificado en la industria

Adaptar el mantenimiento ideal a la realidad de una Instalación Industrial concreta es siempre un compromiso entre la eficacia y la eficiencia
La producción manda
De forma general, las instalaciones industriales están sometidas a un determinado grado de utilización en función del volumen de producto final demandado por el cliente. Cuando la demanda de producción exige que la instalación esté en funcionamiento de forma continua, y siempre que se asegure el aprovisionamiento de materia prima, se dice que la instalación se encuentra “saturada”.
Una instalación saturada es el estado ideal para el óptimo rendimiento económico de cualquier empresa, ya que implica, entre otras cosas, que estamos en disposición de cumplir con nuestros clientes porque nuestros suministradores están cumpliendo con nosotros. No obstante, deben contemplarse ciertas condiciones para que esto último se cumpla: el flujo de producto debe ser continuo a lo largo de todo el proceso, ajustándose adecuadamente los niveles de stock de entrada y de salida (mínimo de materia prima y máximo de producto acabado respectivamente), así como intermedios entre los subprocesos componentes del recorrido total de transformación del producto, si existiesen. Irremediablemente, el proceso se vería interrumpido tanto si nos quedáramos sin existencias de material para abastecerlo a la entrada como si no cupiera más producto terminado en el almacén de salida.
Nada de lo anterior sería posible si las instalaciones productivas no poseyeran un alto grado de fiabilidad. Las máquinas deben funcionar –y deben hacerlo bien– durante los periodos establecidos de producción continuada en unas determinadas condiciones de operación. Éste es el principal objetivo a la hora de abordar un estudio de optimización de la producción, independientemente del marco en el que queramos desarrollarlo en función de las características de nuestra organización (TPM, 6-sigma, Lean Manufacturing, etc.).
Es por tanto tarea obligatoria mantener las instalaciones en un nivel adecuado de fiabilidad, y la función mantenimiento es la herramienta adecuada para lograrlo. Grosso modo, y sin entrar en detalles, esto se consigue definiendo un plan básico de actuación que parte de tres fases fundamentales:
1. Definir objetivos e indicadores de seguimiento de la producción.
2. Realizar un análisis de criticidad de los componentes funcionales de la instalación.
3. Definir estrategias de mantenimiento para cumplir los objetivos marcados.
Mantenimiento planificado ¿eficacia o eficiencia?
Hace años, una empresa podía permitirse el lujo de establecer el beneficio deseado asumiendo los costes de producción sin más que variar el precio de venta. Actualmente, la feroz competencia existente hace que sea el mercado el que fija los precios de salida, por lo que el máximo margen de beneficio se obtiene con el mínimo coste integral.
Para poder seguir compitiendo, los esfuerzos están concentrados en disminuir cada vez más los costes en todos los ámbitos: producción, mantenimiento, logística, activos humanos, etc., al mismo tiempo que se aumenta la satisfacción del cliente en precio, calidad y plazos. Estamos hablando de máxima productividad, y esto se ha convertido en la apuesta mínima necesaria para participar en el juego. De otra forma te quedas fuera, haciendo cierto el silogismo “no vendo porque soy caro y soy caro porque no vendo”.
La evolución de las técnicas de monitorización y predicción del deterioro de las máquinas ha encauzado el mantenimiento hacia las prácticas preventivas en detrimento de las correctivas. El mantenimiento a realizar en una máquina debe ser prioritariamente de carácter preventivo y, por descontado, el mínimo necesario de acuerdo a sus características de funcionamiento y tendencia al fallo. Para ello es fundamental trabajar desde un enfoque planificado de las tareas de manutención de los activos a partir de la previsión y la preparación de las paradas programadas de producción. Sin embargo, no siempre estamos en disposición de aplicar el mantenimiento ideal a una máquina concreta debido a las limitaciones reales que se suelen presentar.
En cualquier caso, no podemos ser excesivamente optimistas pensando que si realizamos el mantenimiento preventivo recomendado por el fabricante (ya de por sí suficientemente sobredimensionado) van a desaparecer definitivamente las averías, ya que, en último término, un preventivo adecuado a las necesidades reales de la máquina reduce considerablemente la aparición de averías no esperadas, pero sobre todo minimiza las consecuencias de estas últimas. De alguna forma, estamos “acorralando” a los defectos potenciales importantes mediante tareas de selectividad basada en criterios de equilibrio entre el coste integral del fallo y los recursos disponibles de tiempo, materiales y activos humanos principalmente.
De vuelta a la realidad
Erich Pieruschka, en su fórmula de la fiabilidad de los componentes, determinó una ley fundamental de la ingeniería: la fiabilidad de un sistema industrial es siempre menor que la fiabilidad de cada uno de sus componentes. Una consecuencia directa de ello nos hace asumir que cuanto mayor número de componentes posee un sistema industrial, mayor se hace la posibilidad de fallo.
En la fábrica real, cada vez es mayor la complejidad de los procesos de fabricación, y menor el número de personas disponibles para el diseño y la correcta ejecución de un plan de mantenimiento. Antes no tenían cabida personas que no hacían nada (Taylor), mientras que ahora no la tienen las personas cuyo trabajo no sirve para nada. Además, incluso dentro de áreas de trabajo especializadas como la automatización o la hidráulica, por poner dos ejemplos, se tiende a la adopción de multicapacidades para implicar al operario en todas las fases de los procesos: diagnóstico y resolución de averías, reportes formales a los mandos, interpretación de resultados, planteamiento de mejoras, etc. Según Michael Hammer, desarrollador de la teoría de reingeniería de procesos, el “operario de una sola fase” es el último vestigio de la era industrial pasada. Aunque esta idea está inicialmente enfocada a las tareas de producción, es perfectamente aplicable al mantenimiento industrial en el sentido de adquirir una visión global de su proceso completo, lo cual permite que la gente encuentre más interés y aliciente en el trabajo: es esencial poner instrumentos de diagnóstico de alta calidad en manos de quienes hacen el trabajo y construir los planes de mantenimiento alrededor del flujo de información que se genera.
En cuanto a los procesos de fabricación, las inversiones en adquisición o renovación de las instalaciones van irremediablemente acompañadas de una actualización en los equipos y tecnologías de control y regulación, convirtiéndolos en más modernos y automatizados. A estos condicionantes se une el hecho de la dificultad, cada vez mayor, de programar un calendario de paradas programadas de instalación para realizar el mantenimiento periódico debido a las elevadas exigencias en niveles de productividad y a la saturación de los procesos. Por todo esto, el trabajo de coordinación entre producción y mantenimiento exige un sacrificio extra por ambas partes, ya que el primero debe asumir el paro de la instalación y el segundo, un menor tiempo disponible para la ejecución de las tareas programadas.
Ambos actores, producción y mantenimiento, representan las dos caras de una moneda, un two for tango ineludible que debe apropiarse del concepto de sinergia, según el cual el todo vale más que la suma de las partes. El mantenimiento ha dejado de ser ese “mal necesario” tantas veces citado en textos especializados para convertirse en un “bien necesariamente común” para todas las áreas de actividad de planta.
La calidad de la información en mantenimiento
Muchas veces, debido a la envergadura de las plantas industriales, hay que aceptar obligatoriamente un determinado distanciamiento entre las diferentes áreas de mantenimiento (eléctrico/mecánico y día/turno) dentro de la estructura organizativa. Diferentes mandos, diferentes oficinas, diferentes contratistas y diferente gestión del trabajo diario, etc., para un mismo objetivo: hacer que las instalaciones (¡comunes!) funcionen tal y como queremos que lo hagan. Por ello es necesario un esfuerzo extra en la actitud de las personas de cara a establecer un correcto flujo de información de calidad.
Simplificando, una estructura organizativa típica del mantenimiento en una planta de producción continua podría representarse según el esquema de la figura 1, en la que se distinguen (numerados) resumidamente cinco flujos de información:

1. Información entre turnos de trabajo. Básicamente consiste en el paso del testigo: traslado al turno entrante de las novedades y tareas pendientes, y su registro en un Libro del Turno de carácter técnico y práctico para seguimiento de los trabajos, con anotaciones a mano para preservar la frescura de la información de una avería o fallo y con posibilidad de incluir diagramas, esquemas o croquis a mano alzada si fuera necesario. Un aspecto de vital importancia es que su acceso debe ser restringido al personal que comparte tareas y responsabilidades. La experiencia dice que este Libro del Turno pierde su valor cuando se utiliza como “escaparate de novedades” para informar a la jefatura más allá del ámbito del departamento de mantenimiento, ya que los datos pierden precisión y se tiende a la falta de especificación y detalles.
2. Información entre los equipos eléctrico y mecánico a turnos. Fundamentalmente se limita a la coordinación de actividades de reparación en su mayoría. Aunque por motivos de necesidad ambos equipos van a coincidir en el momento y lugar de la avería, es necesario abrir las correspondientes órdenes de trabajo para gestionarlo administrativamente por separado (imputación de horas, repuestos, costes asociados, etc.), ya que normalmente un área ejerce de ejecutora y la otra de apoyo o servicio:
– Consignación y desconsignación eléctrica para trabajos mecánicos.
– Mecanización de piezas auxiliares de órganos eléctricos.
– Forzado de señales o permisivos en autómatas para maniobras o movimientos de máquina necesarios no contemplados, durante pruebas o intervenciones sobre máquina.
– Desacoplado de reductoras para diagnóstico de motores eléctricos.
3. Información entre los equipos a turnos y equipo de día. Ya que el equipo de día tiene la posibilidad de disponer (a priori) de más tiempo para la realización de tareas a medio y largo plazo, así como investigación de los fallos y averías, es de vital importancia la información aportada por los equipos a turnos en relación con anomalías en periodo nocturno o festivo, ya que posiblemente será necesario algún tipo de aclaración para su desarrollo posterior en horario de día. Algunos ejemplos son:
– Sustituciones de equipos y envíos a reparación en talleres externos.
– Necesidades de revisiones extraordinarias por servicios especializados.
– Continuación de análisis de averías o accidentes para determinación de causas y acciones correctoras.
– Necesidades de compras urgentes de material.
– Necesidades de comunicación con jefaturas de producción o empresas ajenas para tareas derivadas (planificación de una parada necesaria pero no urgente a corto plazo, servicios de camión-cesta para accesos restringidos en altura, etc.).
Es imprescindible anotar la hora y duración de las averías más importantes o aquellas que repercuten directamente en paradas de instalación, de forma que se permita posteriormente relacionarlas con otros fallos, establecer imputaciones y cuantificar adecuadamente las pérdidas de producción.
4. Información al responsable de mantenimiento de área. Lógicamente, el responsable de mantenimiento de área debe ser conocedor de los datos que circulan en su área de actuación, eléctrica o mecánica, por ser el responsable de la supervisión de todos los movimientos y de la ejecución de las acciones que se deriven para mantener las tareas bajo su responsabilidad dentro de los márgenes de actividad.
Una de las principales tareas de los equipos de mantenimiento de día es la explotación del mantenimiento planificado. La información derivada de las revisiones debe quedar registrada en las correspondientes órdenes de trabajo de forma exhaustiva y rigurosa, ya que a partir de ahí se deben establecer y planificar en el tiempo las tareas de corrección y reparación, e incluso de modificación del propio plan de mantenimiento preventivo si fuera necesario.
Información entre responsables de área y coordinador de mantenimiento. Tras recabar toda la información que se ha ido viendo en los puntos anteriores, los responsables de las áreas eléctrica y mecánica deben hacer una puesta en común con el coordinador de mantenimiento, para el análisis y planificación de las tareas necesarias de corrección.
A este nivel, los responsables de las áreas mecánica y eléctrica deben mantener actualizada y en permanente vigilancia la información que determina los niveles de actividad y la calidad de los resultados.
La eficacia o eficiencia del mantenimiento depende en gran medida de toda esta información en permanente circulación, que representa el principal input del departamento de mantenimiento para su funcionamiento. Según cómo se genere, se utilice y, lo más importante, de cómo se aproveche, estaremos en disposición de establecer una planificación de las tareas de mantenimiento de los equipos con un mayor o menor rendimiento.
Mantenimiento preventivo en la oficina
Desde que la orden de trabajo para la revisión preventiva queda activada y lista para ser utilizada, hasta que ésta es informada y cerrada en el GMAO una vez realizado el trabajo de revisión, debe transcurrir el mínimo tiempo posible, ya que el perjuicio es del todo inconveniente:
1. Gestión del trabajo fuera del ciclo de refresco de información del estado funcional. Es decir, sin los resultados de las revisiones preventivas y predictivas no se pueden establecer acciones planificadas para adelantarnos a las averías.
2. Desfase entre la parte operativa y administrativa del trabajo (certificación y facturación) que impide un adecuado análisis de los costes.
3. Aparición de los índices de cumplimentación de preventivo bajos, que además de la imagen distorsionada de la actividad del departamento puede provocar no conformidades en auditorías.
Hay que tener en cuenta que en una determinada área de responsabilidad son muchas las instalaciones, máquinas y equipos incluidos en un plan de mantenimiento. En consecuencia, se puede llegar a gestionar un número considerable de trabajos al mismo tiempo, los cuales se van generando automáticamente por el GMAO según la periodicidad establecida. Debido a esto, es fundamental realizar un exhaustivo seguimiento del estado de los trabajos, ya que normalmente se corre el riesgo de que permanezcan en el cajón algún tiempo antes de tener disponible la máquina para la intervención y también después, si no se es riguroso en informar de inmediato, “en caliente”, una vez realizada la tarea.
Mantenimiento preventivo en la máquina
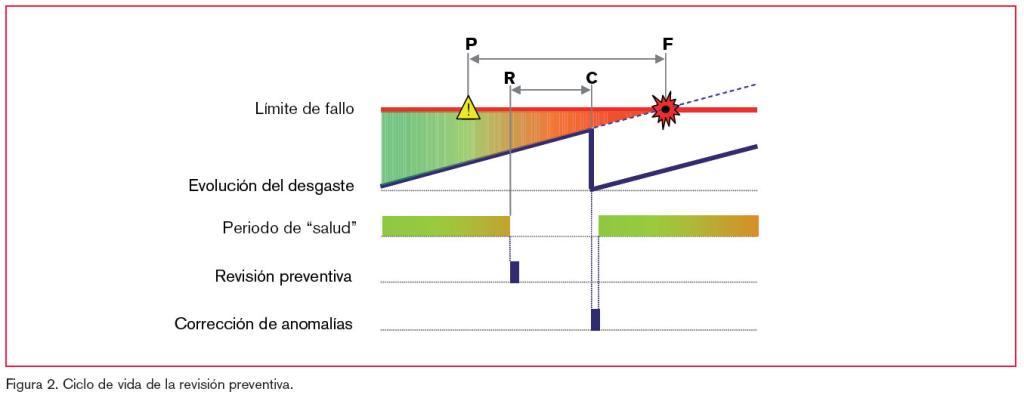
La figura 2 muestra un cronograma simplificado de la vida de una tarea de revisión planificada. El intervalo PF muestra el periodo de tiempo que transcurre entre la aparición del primer síntoma detectable de fallo potencial y el fallo propiamente dicho, el cual provoca la pérdida de funcionamiento. A la hora de planificar la revisión de este equipo seremos tanto más eficientes cuanto más capaces seamos de disminuir el intervalo interno RC (desde la revisión propiamente dicha hasta la corrección de las anomalías encontradas en ella) al mismo tiempo que lo retrasamos hacia F.
Las máquinas se deterioran por el mero hecho de funcionar. Por lo tanto, si se asume que el punto P de fallo potencial viene fijado (con cierto margen de tolerancia), es decir, se establece de acuerdo a las características de funcionamiento y de utilización de la máquina y que éstas cumplen lo especificado en su contexto operacional, el procedimiento de actuación ideal es retrasar el punto R de revisión lo máximo posible respecto de P para asegurar que cazamos el mayor número posible de síntomas de fallos potenciales que nos van a aportar información del deterioro general, al mismo tiempo que adelantamos el punto C de corrección el mínimo imprescindible respecto del punto F de fallo. Con esto conseguimos maximizar el tiempo de funcionamiento seguro de la máquina o “periodo de salud”, a la vez que se minimiza el tiempo que permanece la máquina a la espera de corregir las anomalías detectadas (intervalo RC) más el tiempo sacrificado por riesgo elevado de fallo grave (intervalo CF).
Una vez se han realizado las tareas correctivas necesarias para restituir la máquina a su estado inicial, se debe informar convenientemente de ello. De toda la información contenida en una orden de trabajo, son especialmente importantes la descripción de las anomalías encontradas, y un pequeño resumen del trabajo realizado que quedará registrado en el histórico de la orden. Desgraciadamente, es frecuente encontrar simplemente la denominación de la máquina en la primera, y un escueto “se revisa quedando lista para servicio” en el segundo.
Ante este tipo de hábitos es realmente complicado realizar un correcto mantenimiento a las máquinas y procesos. La ausencia de información de calidad es la causante de los principales problemas de gestión del trabajo: el saber hacer está diseminado y oculto, localizado en una o muy pocas personas, siendo el resto desconocedoras no sólo del conocimiento técnico en sí, sino también de la existencia de este conocimiento.
Optimización del plan de mantenimiento
¿Cuál es el mantenimiento adecuado para una determinada máquina de una determinada sección de la instalación? Independientemente de que la respuesta va a contar con un componente de relatividad, una vez contemos con ella seremos tanto más eficientes cuanto más capaces seamos de cumplirla.
Dicho componente inevitable de relatividad alude directamente a la realidad de los procesos a mantener. Por muy experimentada, estructurada y documentada que sea una metodología de desarrollo del mantenimiento, existen condicionantes insalvables que van a determinar en mayor o menor medida su contenido. Elementos como las diferencias culturales, la estructura de las organizaciones, la externalización de servicios, las políticas económicas de las empresas, etc., establecen un marco general de trabajo que encauza de forma natural los hábitos profesionales de una comunidad.
Cuando se habla de la conveniencia de reducir el preventivo al mínimo necesario hay que tener en cuenta esta idea en toda su extensión: no sólo recortamos el número de tareas a realizar sino también el personal disponible para realizarlas, que continuamente va adquiriendo mayores competencias y se ocupa de una mayor diversidad de tareas. Es completamente necesario, por tanto, adaptar todas estas actividades a los recursos disponibles de tiempo y mano de obra.
Normalmente el mantenimiento recomendado por el fabricante de maquinaria siempre se define dando por supuesto que estamos en condiciones de aplicarlo en toda su extensión: se parte de un despiece funcional al detalle para aplicar las tareas de revisión convenientemente desplegadas. Un ejemplo que nos acerca a esta idea se muestra en la tabla 1, en la que se establece, sin entrar en detalles, el planning de revisiones preventivas recomendado a una grúa automática utilizando un criterio funcional. Es decir, se jerarquizan los componentes de la máquina y posteriormente se aplican las revisiones pertinentes de forma individualizada con la conveniente periodicidad. Realmente consiste en un planning compuesto de múltiples sub-plannings.
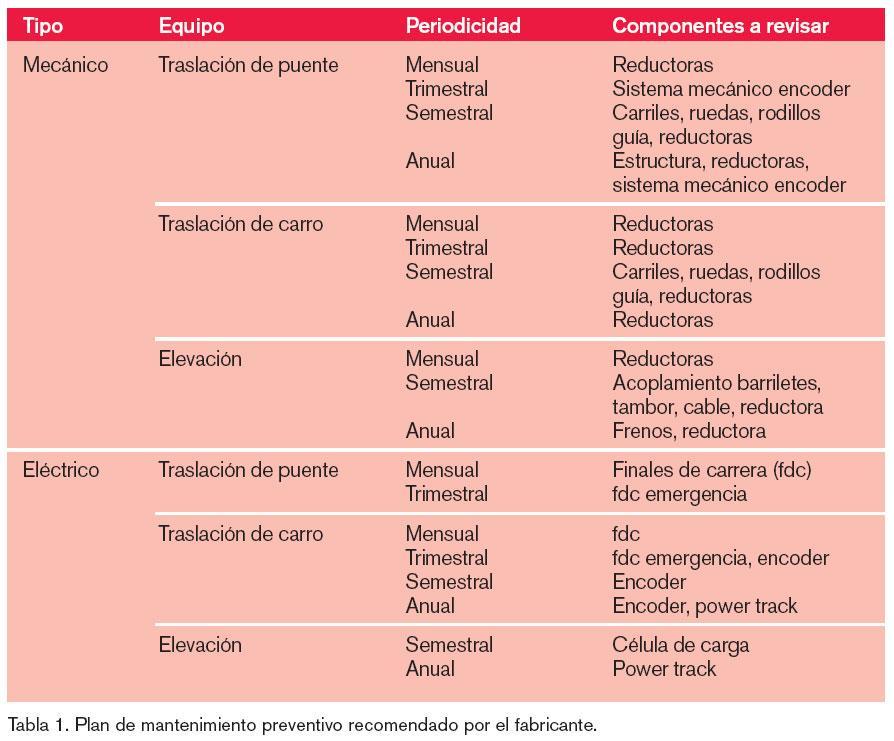
Desde luego ésta sería la forma ideal de mantener un activo físico siempre y cuando no existiesen, entre otros, problemas de incompatibilidad de tareas de revisión, tiempo necesario de revisión frente al tiempo disponible de revisión, o disponibilidad de personal ya sea por urgencias en averías simultáneas o sencillamente por limitaciones en la organización de la plantilla.
Lejos de la idealidad del libro de mantenimiento que acompaña a la máquina a la hora de su adquisición, o a la instalación en su puesta en marcha (como es el caso de los proyectos llave en mano), todos estos inconvenientes forman parte de la realidad del trabajo de campo. Por este motivo se alude siempre a la necesidad de adaptar las recomendaciones a las necesidades en función de la propia experiencia. Lo lógico en la mayoría de los casos será modificar el plan de preventivo reagrupándolo por periodicidades tal y como muestra la tabla 2.
Tabla 2. Plan de mantenimiento preventivo reagrupado por periodicidades.
Esto permite la optimización de recursos de horas-hombre principalmente, incidiendo en los siguientes aspectos:
1. Valoración de la dificultad de las tareas.
«. Valoración del tiempo necesario para las distintas revisiones.
3. Agrupamiento de tareas por ubicación de las zonas a revisar.
4. Agrupamiento de tareas por similitud del proceso de revisión (herramientas de medición, útiles, etc.).
5. Estandarización de trabajos.
6. Identificación de tareas potencialmente comunes. Por ejemplo, unificar las revisiones mecánica y eléctrica de determinados componentes, asignándola a una de las dos áreas.
En el caso del ejemplo de la grúa automática, la aplicación de estos criterios ha permitido reducir el número de órdenes de trabajo notablemente, pasando de 91 a 38 entre mecánicas y eléctricas. Las ventajas que se derivan son obvias:
1. Reducción de trabajo administrativo de gestión de OT.
2. Reducción del tiempo de revisión y por tanto aumento de la disponibilidad de máquina.
3. Eliminación de trabajos redundantes.
4. Ahorro económico.
5. Estandarización de los procedimientos e instrucciones.
6. Formación cruzada entre mantenimiento eléctrico y mecánico.
7. Desarrollo de la capacitación técnica del personal.
8. Mayor facilidad de seguimiento del plan de mantenimiento.
TPM – Pilar 3 – Mantenimiento planificado
El pilar 3 de TPM, o mantenimiento planificado, busca la optimización del mantenimiento de una instalación siguiendo unas pautas metodológicas bien definidas, desplegadas básicamente en ocho actividades soporte:
1. Apoyo técnico y asistencia a producción en sus actividades de mantenimiento autónomo.
2. Actividades encaminadas a cero fallos.
3. Establecimiento de la estructura del mantenimiento planificado (tipos de mantenimiento, instrucciones técnicas, plannings, procedimientos de gestión de la información, indicadores, etc.).
4. Soporte técnico a la gestión de la lubricación.
5. Gestión de los repuestos.
6. Gestión de los costes de mantenimiento.
7. Desarrollo del mantenimiento predictivo.
8. Mejora de las competencias de mantenimiento.
Si abordamos todas ellas desde una perspectiva más general, se establecen las dos misiones TPM principales de la función mantenimiento (figura 3).

En cuanto a la reducción de gastos y aumento de fiabilidad, TPM no aporta nada nuevo como fondo de cuestión, ya que representa el objetivo último que persigue el mantenimiento moderno desde hace décadas. Sin embargo, sí que lo hace en la forma, ya que establece un método sistemático de organización, en el sentido de que los activos físicos deben funcionar de manera fiable mediante la supervisión diaria complementaria del personal de fabricación, al cual se le deben transferir, como mínimo, las capacidades básicas necesarias de diagnóstico y actuación en torno a los aspectos más superficiales del mantenimiento: limpieza, reaprietes, lubricación y recogida directa de la información de proceso por observación (temperaturas, presiones, ruidos u olores anormales, etc.). Esta transferencia de aptitudes representa el punto de inflexión a partir del cual la aplicación del automantenimiento (y en definitiva, la implantación de la metodología) se hará con mayor o menor eficacia y determinará el éxito de su afianzamiento en la organización.
No obstante, el proceso de facilitación de TPM a producción, debido a la resistencia al cambio, sobre el terreno puede presentar problemas no ya de aptitud sino de actitud: el personal de mantenimiento puede ser reticente a delegar determinadas tareas a producción por desconfianza, duda de la capacidad o pérdida del control del trabajo. Por ello, esta descarga de trabajo debe ser interpretada como una oportunidad para desarrollar con una mayor dedicación trabajos técnicamente más complejos, análisis de tendencias de los procesos y, en definitiva, tareas de investigación, diagnóstico y organización del mantenimiento a un mayor nivel.
Al mismo tiempo, el personal de producción suele responder a este cambio con cierta reserva porque el trasvase de tareas se interpreta normalmente como un aumento de la carga de trabajo y de las responsabilidades sin una compensación (económica) asociada. El cambio pasa por potenciar el sentido de la responsabilidad y la apropiación sobre las máquinas que se manejan, haciendo hincapié en que todos estamos remando en la misma dirección y con la misma fuerza: los mandos deben participar activamente en las acciones específicas de automantenimiento sobre las máquinas con la camisa arremangada y herramientas en las manos.
Requisitos de mantenimiento de los equipos
Según RCM, un equipo está bien mantenido cuando aseguramos su funcionamiento haciendo lo que queremos que haga en un determinado contexto operacional. Esto nos lleva directamente a una conclusión: a la hora de definir las estrategias de mantenimiento, el contexto operacional es “la madre del cordero”.
En numerosas ocasiones, los departamentos productivos se quejan al personal de mantenimiento de la elevada tasa de fallo de algunos de sus equipos críticos cuando lo que ocurre realmente es que, debido a las elevadas exigencias de funcionamiento, se ha terminado por desplazar a las máquinas fuera del contexto operacional para el que fueron diseñadas.
Una fábrica que hace décadas desplazaba un determinado volumen de producto ha visto cómo, debido a la evolución del mercado, en la actualidad se ha multiplicado considerablemente ese valor con los mismos o incluso menos recursos empleados, tanto humanos como de servicios a la producción, debido a las políticas de recorte de gasto. El resultado es que se ha disparado el número de averías y el gasto de mantenimiento, y lo que es más preocupante, esta situación se ha llegado a asumir como normal por el personal que lidia a diario con este problema.
Ante estas situaciones, cuando se miran los números en los comités generales de análisis de gasto, la alta dirección de las empresas no puede evitar pedir explicaciones a los responsables de mantenimiento, los cuales se sienten impotentes para solucionar una situación que les viene impuesta. Es importante notar la implicación y la comprensión de la alta jefatura en contacto con la realidad de los problemas más allá del compromiso. En un plato de huevos fritos con beicon la gallina se compromete, pero el que verdaderamente se implica es el cerdo. Ahí radica la diferencia.
Es preciso aclarar la separación, por tanto, a la hora de establecer el plan de mantenimiento en una máquina o instalación, entre su desempeño (lo que queremos que haga) y su capacidad inherente (lo que es capaz de hacer). Obcecarse en que el primero sea mayor que el segundo es estar condenado al fracaso. Para aumentar el desempeño hay que hacer lo propio con su capacidad inherente, que viene determinada por su diseño de fabricación, por lo que habrá que modificarlo convenientemente mediante inversiones e inyecciones de presupuesto. Esto representa dinero a corto plazo, a veces mucho, y no siempre se está en disposición de asumirlo.
Bibliografía
Francisco Rey Sacristán, Manual del Mantenimiento Integral en la Empresa, FC Editorial (2001).
John Moubray, Reliability Centred Maintenance (RCM) Ed. Aladon (2004).
Bill Gates, Los negocios en la era digital, Plaza y Janés (1999).
Planned Maintenance – Keikaku Hozen Kinjiro Nakano, JIPM.
RESUMEN
Adaptar el mantenimiento ideal a la realidad de las instalaciones supone la aceptación de las limitaciones de la organización. Sólo siendo conscientes y aceptando los recursos disponibles de personal, presupuesto y capacidad de gestión y organización del trabajo se está en disposición de definir y optimizar, de forma creíble, un plan de mantenimiento de nuestros activos físicos.