
La robótica industrial en el ámbito de la automatización global: estado actual y tendencias
RESUMEN
La automatización industrial no se circunscribe exclusivamente al estricto control de la planta en cualquier proceso productivo. Desde hace algunos años el conjunto de operaciones y procesos automáticos que inciden en la comercialización del producto y en la consecución de las metas financieras de las compañías conforman, de facto, un ámbito multidisciplinar más amplio conocido con el nombre de automatización global.
En este entorno, los robots manipuladores industriales son los elementos que, sin duda, mayor crecimiento han experimentado en los últimos tiempos. En numerosas aplicaciones, sus prestaciones de velocidad, flexibilidad, precisión y capacidad de carga superan de lejos las de los humanos, evitando que estos tengan que realizar operaciones rutinarias o peligrosas.
Encargado: 8 de mayo de 2014
Recibido: 22 de junio de 2014
Aceptado: 26 de junio de 2014
ABSTRACT
The industrial automation is not limited only to the strict control of the plant in any production process. For some years the set of operations and automated processes that affect the marketing of the product and the achievement of the financial goals of the companies form, in fact, a broader multidisciplinary field known by the name of automation global.
In this environment, industrial robot manipulators are the elements that have undoubtedly experienced higher growth in recent times. In many applications, performance speed, flexibility, accuracy or mechanical ability far exceed those of humans, preventing them to perform routine or dangerous operations.
Commissioned: May 8, 2014
Received: June 22, 2014
Accepted: June 26, 2014
Introducción
Por automatización industrial debe entenderse el conjunto de procedimientos y acciones automáticas aplicadas a máquinas, procesos o sistemas con objeto de conseguir los efectos deseados. Los efectos más relevantes que persigue cualquier compañía moderna al automatizar sus procesos productivos son, por un lado, la consecución de un producto de características cada vez más homogéneas, de mayor calidad y de menor coste y, por otro, responder rápidamente a un mercado con una demanda de producto variable en cantidad, flexible en funcionalidad y exigente en prestaciones.
Una de las características más importantes de los sistemas automáticos actuales es la capacidad de obtener y compartir la información relacionada con los procesos que controlan. Para conseguir los efectos mencionados anteriormente, las prestaciones que se exigen a estos nuevos sistemas obligan al intercambio de la citada información a través de vías de comunicación adaptadas a cada uno de los niveles en los que se puede considerar dividido cualquier proceso automático.
Automatización global
En general, la automatización de cualquier proceso industrial incluye la actuación mecánica sobre el producto y/o elementos de la planta de producción y la medida y la regulación de ciertas variables del proceso, todo ello a través de un conjunto de equipos y dispositivos mecánicos, eléctricos y/o electrónicos. Pero también, y cada vez en mayor medida, la automatización abarca el conjunto de operaciones y procesos automáticos que inciden en la comercialización del producto y en la consecución de las metas financieras de las compañías.
Más allá del estricto control de la planta, esta forma de entender y extender el ámbito de la automatización a todas las parcelas de la empresa es lo que se conoce con el nombre de automatización global, puesto que, considerada un área multidisciplinar, abarca campos de la ingeniería y la gestión de empresa tan importantes como:
– La instrumentación. Entendida como el conjunto de dispositivos (sensores, actuadores, etc.) y equipos (controladores lógicos programables [PLC], reguladores, etc.) que tienen como misión adquirir las medidas, controlar las variables físicas de interés y proporcionar a la planta de producción la energía requerida por el proceso.
– La mecánica. De importancia capital en todos aquellos procesos en los que se emplea energía mecánica, mediante la transformación de cualquier otra forma de energía (calorífica, hidráulica, neumática, etc.), para mover, transportar o provocar cambios estructurales en la materia prima mediante la utilización, por ejemplo, de manipuladores industriales, robots y demás.
– La informática industrial. Engloba el conjunto de aplicaciones softwarenecesarias en la supervisión del control y la adquisición de datos (SCADA), en el trabajo con sistemas de control distribuido (DCS), en los sistemas de regulación automática, etc. y, también, las herramientas y recursos informáticos necesarios para su elaboración, modificación e implementación.
– Las comunicaciones industriales. Compuestas por el conjunto de medios hardware y softwarepara la interconexión local de los dispositivos y equipos de planta (redes de área local, buses de campo, etc.), para el intercambio de información entre los diferentes subsistemas que integran cualquier proyecto de automatización global (OLE for Process Control [OPC], Dynamic Data Exchange [DDE], etc.) y para la conexión troncal a redes de área extensa de uso público o privado (Internet, etc.).
– Los sistemas de gestión de la información. Principalmente constituidos por los sistemas de planificación de recursos empresariales (ERP [Enterprise Resource Planning]) y los sistemas para la ejecución de la fabricación (MES [Manufacturing Execution Systems]).


Los puntos 1, 2 y 3 del apartado anterior provocan efectos directos e inmediatos sobre las características del producto fabricado, conformando los denominados sistemas de control de fabricación (Manufacturing Control Systems [MCS]). El punto 5 (figura 1), ligado a la planificación automática de la producción y a la gestión automática de pedidos y envíos, ineludiblemente afecta a la imagen de la compañía derivada de la respuesta de esta ante las solicitudes de sus clientes. El punto 4 actúa como elemento de transporte en el intercambio de información que necesariamente debe darse, de forma eficiente, en cualquiera de los niveles de una fabricación integrada por computador (Computer Integrated Manufacturing [CIM]) (Groover, 2007).
Un ejemplo puede ayudar a ilustrar el concepto de automatización global antes mencionado: Sea el caso de un potencial cliente que solicita, en el concesionario de una determinada compañía fabricante de vehículos, un cierto color para el automóvil que desea adquirir.
Si la citada compañía dispone de una solución de automatización global, los diferentes concesionarios podrán reportar al departamento comercial de la firma fabricante el conjunto de colores solicitados para los modelos que esta produce. Así, las solicitudes correspondientes serán gestionadas y procesadas automáticamente por el sistema ERP de la compañía y, al ser atendidas, intervendrá el sistema MES para generar automáticamente los pedidos, pliegos de condición y recetas de producción con los que el subproceso de pintura de la empresa programará on-line las máquinas y robots de la cabina de pintura para dar cumplimiento a los pedidos recibidos.
El ejemplo anterior pone de manifiesto, por un lado, la manera en la que la compañía adapta su sistema de producción a una demanda variable sin necesidad de aumentar el importe de su inmovilizado en stocks y, por otro, como los efectos de inmediatez y flexibilidad revierten favorablemente en la imagen y prestigio de la empresa al satisfacer de forma automática y cuasi instantánea las diferentes solicitudes de sus clientes.
Los sistemas ERP y MES en la automatización de procesos
Sistema ERP
El sistema ERP es una aplicación de negocio vinculada a una base de datos de tipo relacional en la que se recopila la información de las distintas transacciones comerciales de una compañía y se clasifica en diferentes tablas de datos según la finalidad y naturaleza de los mismos (Umble, 2003). Disponiendo de estos datos automáticamente organizados, se posibilita que los usuarios puedan disponer rápidamente de la información deseada para el análisis concreto y eficaz de los parámetros de interés.
Las empresas suelen adoptar los sistemas ERP para ayudarles a alcanzar los objetivos deseados, sean estos objetivos financieros o de rendimiento. La principal ventaja que ofrecen estos sistemas es la visualización en tiempo real de los parámetros de negocio esenciales de cualquier compañía, posibilitando información instantánea sobre los recursos disponibles, el progreso de los pedidos y la expedición de los mismos. Esto, sin duda, se traduce en una mayor agilidad y velocidad de repuesta de la empresa para responder a cualquier cambio o petición.
La funcionalidad de un sistema ERP es extensa, con módulos de software disponibles para cualquier área de la empresa que genere y utilice datos de negocio relacionados con la fabricación, el transporte y la distribución del producto. Cada proveedor ERP (Microsoft, SAP, Oracle, Infor, Epicor y otros) ofrece su propia idea de sistema estándar, pero hay módulos que aparecen en casi todas las soluciones (figura 2). Algunos de estos son los utilizados para la gestión: de la relación con el cliente (CRM), financiera (FM), de los recursos humanos (RR HH), del capital humano (HCM), del ciclo de vida del producto (PLM), de almacén y distribución, de pedidos, de activos, de inventario, etc.
Es importante señalar que, partiendo de cero, la implantación de un sistema ERP es económicamente costosa, técnicamente laboriosa y conlleva un tiempo nada desdeñable (Umble, 2003). Aunque los beneficios de ERP para la compañía son notables a medio y largo plazo, la empresa que desee implementar ERP está obligada a realizar un análisis previo de los puntos fuertes y débiles de su actual modelo productivo y trazar una estrategia de producción con perspectivas de crecimiento para, finalmente, diseñar un robusto y eficaz plan de fabrica-ción y organización de ERP.

Sistema MES
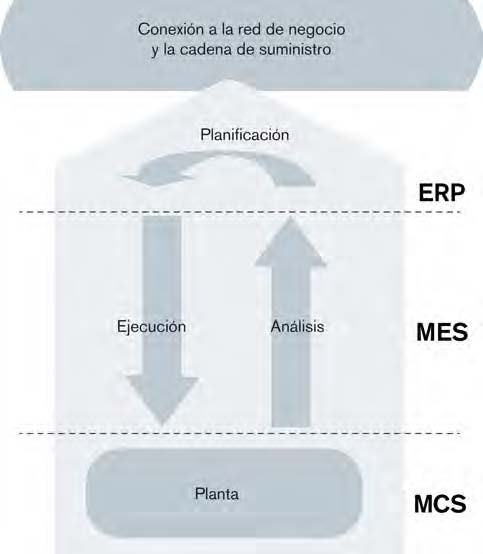
En los últimos años ha experimentado un rápido crecimiento la utilización de las nuevas tecnologías de la información en la planificación y ejecución de la producción empresarial, con objeto de posibilitar la gestión on-line de las actividades de la planta. En este sentido, el sistema MES desempeña su cometido en el espacio inter-medio entre el sistema ERP y el sistema MCS (figura 3), utilizando información on-line para aplicar en cada momento los recursos disponibles a los requerimien-tos del sistema de producción en curso.

El sistema MES es una herramienta software que funciona como una extensión del sistema ERP, pero orientado a la pla-nificación y ejecución de la producción (Blumenthal, 2004). De este modo, mien-tras el sistema ERP determina qué se va a fabricar, MES concreta cómo se va a fabri-car responsabilizándose de tareas como: la conexión y desconexión de máquinas y equipos, la realización y medición de pie-zas, el movimiento de materiales hacia y desde las estaciones de trabajo, el cambio de prioridad en las órdenes de trabajo, el ajuste y la lectura de los parámetros de calidad, la asignación y reasignación de personal, la asignación y reasignación de materiales, la programación y reprogra-mación de equipos y máquinas, la conse-cución de un producto con las prestacio-nes y características deseadas, etc.
El sistema MES traduce el plan empre-sarial establecido por ERP a un plan de ejecución de la producción con los recur-sos reales disponibles del momento, lo que entraña convertir el plan de ERP a un len-guaje adaptado a la planta y a los recursos que intervienen en la producción (McCle-llan, 2001). Este es el papel más impor-tante de un sistema MES puesto que, con-venientemente implantado, revierte unos beneficios que pueden concretarse en la reducción del tiempo de fabricación del producto, la reducción del tiempo emple-ado en la introducción de datos o en la programación y configuración de máqui-nas, la reducción de los tiempos de entrega, la reducción del inventario del trabajo en curso, la reducción del papeleo entre turnos, la mejora de la calidad del producto, la eliminación del riesgo de pér-dida de papeles o planos, la mejora de ser-vicio al cliente, la respuesta anticipada a determinados eventos e incidencias, etc.

La implantación de un sistema MES y sus conexiones con ERP y MCS obliga a un exhaustivo análisis de las diferentes tareas productivas y, consecuentemente, conlleva una importante inversión de tiempo y dinero. Sin embargo, los bene-ficios inmediatos derivados de la aplica-ción de MES se traducen en la mejor y más rápida disponibilidad de la informa-ción sobre los recursos humanos y mate-riales disponibles y que, al permitir tomar decisiones on-line, repercuten favorable-mente sobre la flexibilidad y adaptabili-dad del proceso de fabricación.
Robótica y manipulación industrial
En el ámbito de la automatización global, y concretamente en el nivel de auto-matización de planta, la robótica y mani-pulación industrial han adquirido un papel determinante, ya que estos son ele-mentos esenciales en los sistemas flexi-bles para la fabricación automatizada. Por una parte, en algunas aplicaciones, sus prestaciones de velocidad, precisión y capacidad de carga superan de lejos las de los humanos, mientras que en otras evitan que estos últimos tengan que rea-lizar operaciones que comportan riesgos. Por otra parte, las prestaciones actuales de los robots hacen de estos una solución que tener en cuenta en aplicaciones en las que tradicionalmente se han utilizado máquinas específicas, frente a las cuales los robots aportan además una mayor fle-xibilidad.
Entre los fabricantes que comercia-lizan un mayor número de robots mani-puladores industriales se encuentran ABB, Fanuc, Kuka, Yaskawa, Stäubli, Adept, Kawasaki, Epson y Mitsubishi.
Tipos de robots y características
La International Federation of Robotics (IFR) clasifica los robots manipuladores industriales de acuerdo con la configu-ración mecánica de su brazo en:
– Robots lineales(incluye cartesianos y de tipo pórtico).
– Robots Scara.
– Robots articulados(angulares o antropomórficos).
– Robots paralelos (delta).
– Robots cilíndricos.
– Otros.
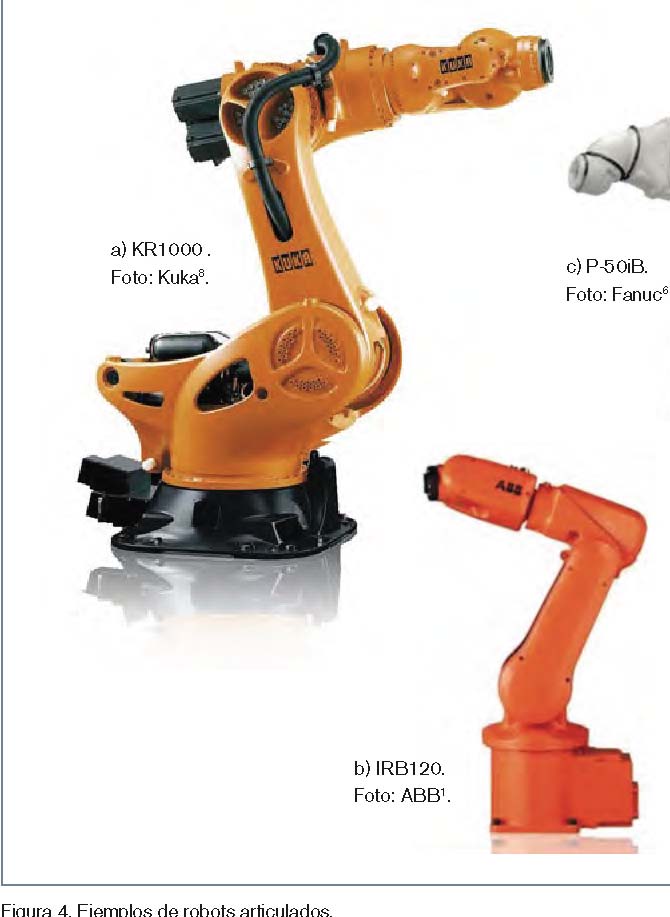
De entre todos los tipos de robots, el más extendido por ser el más escalable y el que se adapta a un mayor número de aplicaciones es el robot articulado. La figura 4 muestra diferentes robots comer-ciales de este tipo: a) un robot de gran-des dimensiones con una de las mayores capacidades de carga del mercado, b) uno de pequeño tamaño y c) un robot de pin-tura. Los robots cartesianos se utilizan en aplicaciones específicas y en manipu-lación de grandes cargas dentro de gran-des volúmenes (tipo pórtico). Los robots Scara y los paralelos de tipo Delta se uti-lizan en operaciones que requieran la manipulación rápida de pequeñas cargas.
Las principales características de los robots industriales son:
– Número de ejes y grados de libertad.
– Área de trabajo y alcance.
– Capacidad de carga.
– Precisión, resolución y repetitividad.
– Velocidad y aceleración.
El número de ejes de un robot corres-ponde al número de articulaciones y determina la movilidad del conjunto. En robots no paralelos, el número de ejes coincide con el número de grados de libertad, los cuales cuantifican la capaci-dad de localización espacial (posición y orientación) del extremo en el espacio tridimensional. Los robots cartesianos presentan cinco o seis grados de libertad, dados por las tres articulaciones princi-pales del brazo, las cuales permiten posi-cionar el extremo del brazo, y dos o tres más concentradas en la muñeca, las cuales permiten orientar el elemento ter-minal. En otros tipos de robots como los Scara o los paralelos Delta (figura 5), el número de grados de libertad es inferior, tres o cuatro, pero la pérdida de movili-dad queda compensada por otras carac-terísticas, como su velocidad.
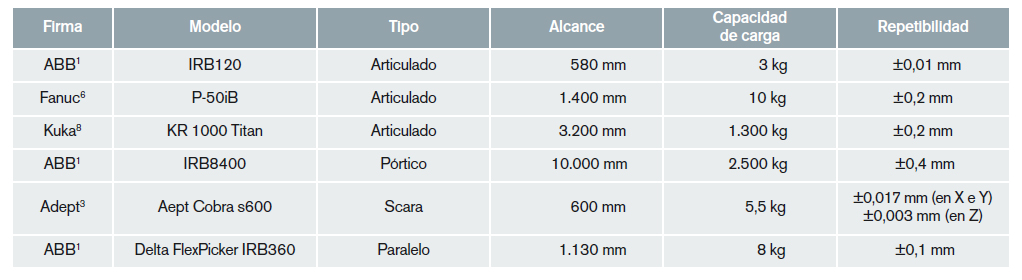
El área de trabajo corresponde al volu-men dentro del que puede moverse el extremodel robot,ydebe tenerse en cuenta que en los límites de la misma se pierde la capacidad de orientación. Como paráme-tro relacionado con el área de trabajo suele especificarse el alcance, que corresponde al punto a mayor distancia al que se puede acceder (tabla 1). La capacidad de carga indicael pesosobre el extremoque el robot es capaz de mover. Los parámetros de resolución, precisión y repetitividad hacen refe-rencia a la capacidad de posicionamiento del extremo del robot dentro del área de trabajo. A efectos prácticos, la repetibilidad es considerada el parámetro más impor-tante.Larepetibilidadcorresponde al grado de exactitud en la repetición de movimien-tos cuando el robot intenta acceder a un punto previamente enseñado, definiéndose como el radio de la esfera que incluye los puntos realmente alcanzados por el robot tras un número elevado de accesos al punto de destino. Los valores típicos de repeti-bilidad para robots comerciales quedan por debajo del milímetro (tabla 1).
Finalmente, las velocidades y acelera-ciones máximas articulares determinan la rapidez del robot. Las velocidades limitan la rapidez en movimientos amplios, mien-tras que las aceleraciones son las que limi-tan la rapidez de movimientos cortos. Las hojas de especificaciones de los robots comerciales incluyen los valores de velo-cidad y aceleración máxima de cada articu-lación. Sin embargo, como estos valores no tienen una interpretación práctica directa, para modelos de robot en los que la rapi-dez es la característica principal de cara a su aplicaciónsesueleincluir tambiéneltiempo de ciclo para movimientos y cargas están-dar. Por ejemplo, la hoja de especificacio-nes del ABB FlexPicker IRB360 (figura 5-c) indica su capacidad de describir un movimiento de 25/305/25 (ascenso / des-plazamiento / descenso) mm con una carga de 0,1 kg en 0,3 segundos. En general, los Delta son el tipo de robots más rápidos.
Elementos terminales
El elemento terminal es el componente de un robot manipulador industrial que se adapta y posibilita la aplicación parti-cular del mismo. Años atrás, los elemen-tos terminales se solían diseñar a medida, pero hoy en día los propios fabricantes de robots u otros fabricantes especializados comercializan un amplio abanico de ele-mentos terminales adaptados a las aplica-ciones industriales consolidadas.
Entre los elementos terminales se diferencian dos grandes grupos, los ele-mentos terminales orientados a la mani-pulación y las herramientas de uso espe-cífico. Las conocidas como pinzas permiten la aprehensión y manipulación de objetos de volumen y tamaño limi-tado. Pueden verse como versiones sim-ples de la mano humana, con dos o tres dedos rígidos con desplazamiento lineal o angular. Las basadas en actuación eléc-trica pueden presentar configuraciones mecánicas más complejas y por tanto más versátiles, aunque en la mayoría de aplicaciones esto no es necesario y resulta más barato y útil una pinza sencilla pero adaptada al objeto particular a manipu-lar. Las pinzas basadas en actuación neu-mática resultan mecánicamente simples, y generalmente más rápidas y baratas, y se utilizan también en un buen número de aplicaciones. Entre los fabricantes de pinzas eléctricas (figura 6) se encuentran Festo7, Schunk10 y Robotiq.
Como alternativa a las pinzas, y para mejorar la eficiencia de ciertas tareas de manipulación, en algunas aplicacio-nes resulta adecuado el uso de ventosas, que funcionan por generación de vacío. Resultan rápidas y permiten manipular objetos de bajo peso que, además, pue-dan ser frágiles. El uso de múltiples ven-tosas se aplica también a la manipulación de objetos planos de gran superficie, como cristales y planchas metálicas. Entre los fabricantes de sistemas de suje-ción basados en ventosas se encuentran Festo, Schmalz y Joulin.
Una aplicación extendida es el paleti-zado, en el que el diseño del elemento ter-minal es útil para la manipulación de gran-des cargas. En el mercado pueden encontrarse modelos adaptables basados en agarre y en succión con ventosas múl-tiples (figura 7).
Finalmente, el robot también puede equipar herramientas específicas que le permiten realizar tareas que antes se realizaban a mano o mediante máquinas específicas (figura 8).
El controlador del robot
El controlador es un sistema esencial del sistema robot, el cual se suele adquirir junto con el brazo articulado. Las carac-terísticas principales de un controlador de robot hacen referencia a:
– Tipos de movimientos que es capaz de ejecutar.
– Número máximo de ejes que permite controlar.
– Entradas/salidas accesibles.
– Interfaces para sensores específicos.
– Canales de comunicaciones disponi-bles.
El tipo más sencillo de movimiento que cualquier controlador implementa es el conocido como movimiento punto a punto. En este tipo de movimiento, el desplaza-miento del elemento terminal desde una posición de inicio a una de destino se eje-cuta a partir del cálculo de las posiciones iniciales y finales de cada articulación y de la ejecución de los desplazamientos corres-pondientes (debido a esto, se le denomina también movimiento articular). Como resultado, el punto de destino es alcan-zado, pero la trayectoria descrita por el extremo del robot no queda controlada y depende de la geometría del brazo. Por otra parte, la mayoría de controladores permiten, además, movimientos con tra-yectoria continua controlada, tales como movimientos rectilíneos o circulares. Ade-más, en todos los movimientos suele ser posible especificar la velocidad, en valo-res relativos respecto a las velocidades arti-culares máximas en los movimientos punto a punto y en términos absolutos (por ejemplo, metros/segundo) en las tra-yectorias continuas.
En principio, un controlador gobierna el movimiento de un único brazo articu-lado, con lo que el número de ejes que controla coincide con los del propio brazo, 5 o 6 en el caso de robots articulados. Sin embargo, algunos controladores permi-ten controlar un número mayor de ejes. Esto se utiliza, por ejemplo, cuando, para aumentar el área de trabajo, el robot no está fijado al suelo, sino que puede moverse a lo largo de un eje lineal. En este caso, el controlador permite controlar tanto la posición del robot a lo largo del eje como la configuración articular del brazo. En la actualidad, la tecnología de los controladores permite ir un paso más allá y existen controladores que permiten controlar un número elevado de ejes y así varios brazos, lo que facilita una sincronización total de los movimientos de los mismos.
Las entradas/salidas accesibles por el controlador, bien integradas en el mismo o bien en tarjetas de expansión, determi-nan el número y tipo de componentes ele-mentales tales como sensores o actuado-res con los que el robot puede interaccionar de forma directa. Todos los controladores comerciales de robots inte-gran un número mayor o menor de entra-das/salidas digitales que pueden ser de diferentes tipos: con aislamiento óptico, de tipo NPN, PNP, Relay, y entradas/sali-das analógicas también de diferentes tipos: 0-10V, 4-20 mA, etc. Por su parte, algu-nos controladores tienen entradas para conectar sensores específicos como siste-mas de visión y sensores de movimiento asociados a los sistemas de transporte. Estos últimos permiten al robot operar en modo tracking, esto es, sin necesidad de detener el sistema de transporte sobre el que viajan las piezas que manipular.

Finalmente, los canales de comunica-ciones permiten al robot interaccionar con elementos de mayor complejidad como PLC y PC. La mayoría de controladores incorporan tarjetas de comunicaciones RS-485 y Ethernet, y también permiten el acceso a buses de campo tales como: DeviceNet, Profibus, Profinet y CC-link.
Como ejemplos de controladores comerciales de muy diferentes prestacio-nes pueden considerarse el IRC5 Com-pact de ABB1, y que permite controlar los seis ejes del IRB120, y el Motoman DX100 de Yaskawa13, que implementa un sistema de control múltiple de robots que le permite controlar hasta 8 robots/72 ejes.
Programación y simulación de robots
Programación
Las técnicas de programación se clasifi-can en dos grandes grupos: programación por aprendizaje o guiado y programación textual. En la programación por aprendi-zaje o guiado, el programador hace des-cribir al robot la trayectoria deseada, al tiempo que el controlador la registra, siendo capaz de reproducirla a posteriori. Por otra parte, en la pro gra mación tex-tual se edita un programa que recoge la secuencia de movimientos y otras opera-ciones que realiza el robot.
La programación textual presenta una clara ventaja respecto al guiado, y es la de que el desarrollo del programa puede rea-lizarse al margen del robot, el cual puede seguir en funcionamiento sin paradas que supongan elevados costes económicos por el cese de la producción asociada. Se habla así de programación off-line. Además, la programación off-line facilita la docu-mentación, depuración, test y modifica-ción de los programas.
Por otra parte, la programación textual tiene el inconveniente de que es necesa-rio resolver de forma precisa la corres-pondencia y entre las posiciones simbóli-cas utilizadas en el programa y las posiciones reales, aunque esto puede resol-verse combinando la programación tex-tual con el aprendizaje de un número limi-tado de posiciones de interés utilizadas en el programa.
Aunque se investiga en lenguajes con un mayor nivel de abstracción, la mayo-ría de los lenguajes utilizados en la prác-tica son del tipo orientados al robot, en los que un programa explicita la secuen-cia de instrucciones que determinan los movimientos y otras operaciones que rea-lizar por parte del robot. Pese a algunos intentos de estandarización, no existe un lenguaje único y cada fabricante de robots da soporte a un lenguaje de programación en particular y en muchos casos propio. Ejemplos de lenguajes de programación son Rapid de ABB, Karel para Fanuc, Figura 15: Previsiones de ventas mundiales de robots en el periodo 2013-2016. KRL para Kuka y V+ para Staübli.
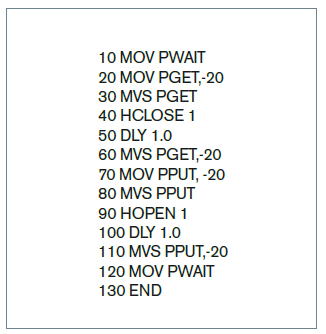
En cualquier caso, los lenguajes de pro-gramación de robots incorporan princi-palmente instrucciones que permiten indi-car los movimientos a realizar, el control del elemento terminal y la comunicación y sincronización con el entorno. La figura 9 muestra un pequeño programa en MELFA BASIC IV, el lenguaje de pro-gramación de los robots de MITSUBIHI, el cual implementa un simple movimiento de producto (pick and place). La estructura del programa es muy simple y las ins-trucciones utilizadas son de movimiento sin restricciones (MOV) y movimiento lineal (MVS), para apertura y cierre de la pinza (HOPEN y HCLOSE) y de retardo (DLY). PWAIT, PGET y PPUT representan la posición de inicial, la posi-ción de recogida de la pieza y la de suelta, respectivamente.
Simulación
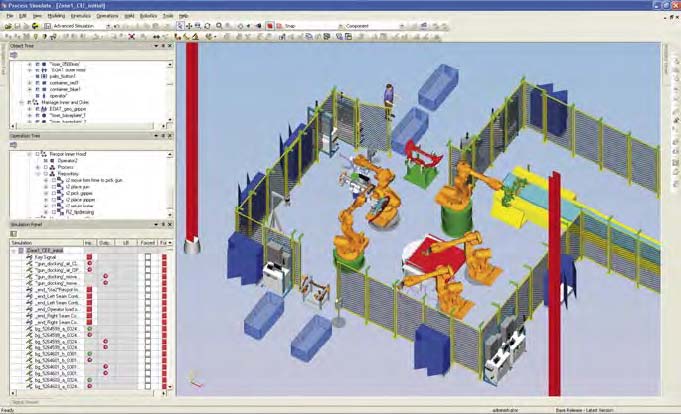
Las aplicaciones de programación off-line permiten desarrollar el código del robot y simular virtualmente el comportamiento Figura 17: Stock de robots industriales operativos en España en el periodo 2000-2012. del robot y su entorno. Este tipo de simu-ladores permite simular células robotiza-das completas, con elementos de trans-porte, de almacenamiento y otros tipos de máquinas. Esto posibilita hacer un aná-lisis off-line del comportamiento de la célula con diferente distribución de ele-mentos (layouts) y distintas secuencias de operación, con el fin de determinar la con-figuración óptima en algún sentido, como la que haga un uso más eficiente de los recursos o la que suponga un tiempo de ciclo mínimo. Ejemplos de este tipo de simuladores son Cosimir de Festo y Pro-cess Simulate de Siemens12. En la figura 10 se presenta la pantalla del entorno de simulación de una célula mediante Pro-cess Simulate.
Aplicaciones consolidadas
Los robots manipuladores industriales lle-van años siendo utilizados en un conjunto de aplicaciones que se consideran con-solidas. Algunas de las más importantes son: la manipulación, la atención de máquinas, la soldadura, la aplicación de materiales, el procesamiento o mecani-zado y el ensamblado/desensamblado.
En las tareas de manipulación, el robot se limita a mover componentes o pro-ductos de un punto a otro del proceso pro-ductivo, sin modificarlos. Esto se conoce también como pick and place. Como casos particulares, el objetivo de la manipula-ción puede ser el empaquetado o paleti-zado, consistentes en la agrupación de pro-ductos para su posterior distribución.
Aunque puede ajustarse a la definición más general de manipulación y en algunas clasificaciones no se considera una categoría aparte, la atención de máqui-nas puede considerarse diferenciada. En este tipo de aplicaciones, el robot sumi-nistra o recoge los objetos que son pro-cesados por una máquina específica. Por ejemplo, un robot puede suministrar la pieza que mecanizar por una máquina herramienta de control numérico y reco-gerla cuando el proceso ha finalizado. O puede retirar el producto fabricado en un proceso de fundición de metal, el cual se encuentra a una temperatura elevada que impide su manipulación directa por un humano.
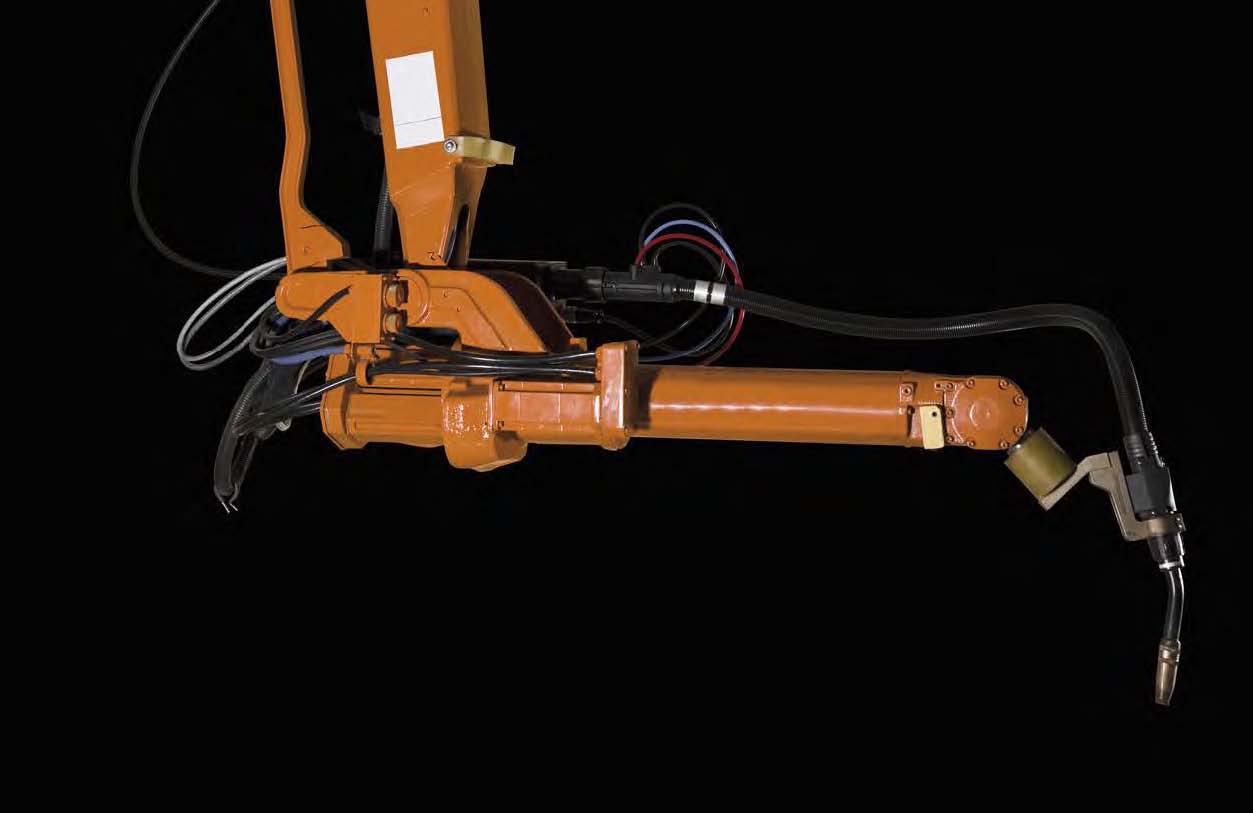
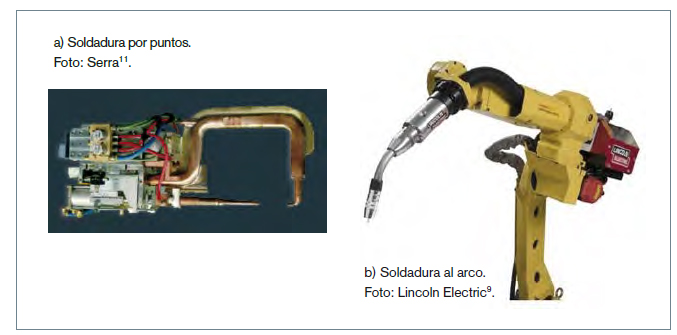
La unión por soldadura es una de las aplicaciones más extendidas de los robots, con el sector de la automoción como prin-cipal exponente. Las técnicas de soldadura más habituales que el robot lleva a cabo son la soldadura por puntos y la soldadura por arco, gracias al acoplamiento en su extremo de herramientas específicas.
Dentro de la categoría de aplicación de materiales, la tarea más extendida es la pin-tura en el sector de la automoción. Otras tareas dentro de esta categoría son la apli-cación de sellantes y adhesivos.
A diferencia de categorías anteriores, en las tareas de procesamiento o mecani-zado el robot tiene un papel principal en la modificación física de los componentes o productos producidos. Dentro de esta categoría se encuentran, entre otras, el corte de todo tipo de materiales, y las téc-nicas más habituales son el corte mecá-nico, el corte por chorro de agua a pre-sión y el corte por láser, el pulido de piezas metálicas y el desbarbado de piezas metá-licas o plásticas fabricadas por molde.
Finalmente, la categoría de ensam-blado/desensamblado corresponde a tareas en las que el robot une los elementos o componentes que conforman un pro-ducto, inserta piezas dentro de otras, o bien realiza lo contrario. El de la electró-nica de consumo es uno de los sectores en los que este tipo de tareas es habitual.
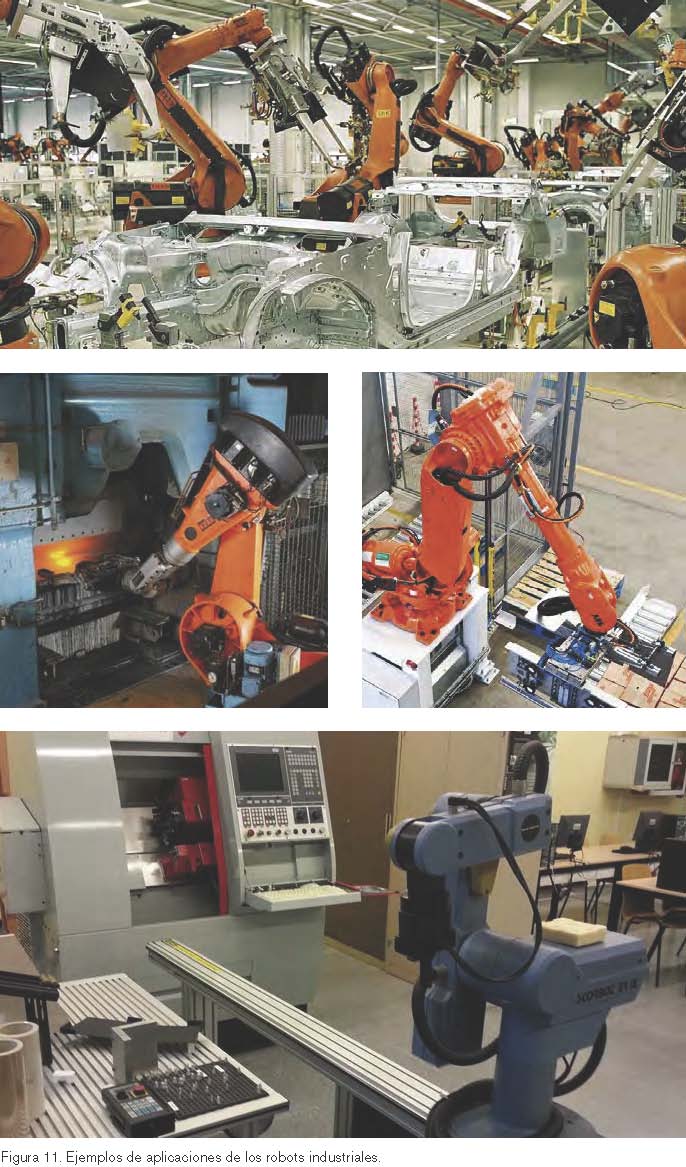
La figura 11 ilustra la actuación de los robots en diferentes aplicaciones, de izquierda a derecha y de arriba hacia abajo: una línea de soldadura de carro-cerías de coches, la descarga de una máquina de fundición, una tarea de pale-tizado y la carga/descarga de una máquina herramienta.
Visión artificial
La visión artificial resulta un comple-mento fundamental de los robots indus-triales. Típicamente, un sistema de visión está formado por un sistema de ilumi-nación estructurada, una cámara, una placa de procesamiento (a veces integrada en la propia cámara) y un software de visión. El sistema de iluminación asegura unas condiciones estables de trabajo. La cámara permite ver la zona de interés dentro del área de trabajo del robot y cap-tura imágenes que son almacenadas en la placa de procesamiento. El software de visión analiza las imágenes, típicamente con el objetivo de reconocer y/o locali-zar objetos en la imagen. Finalmente, tras resolver la correspondencia entre coor-denadas de la imagen y coordenadas del área de trabajo del robot, el sistema de visión comunica al robot el tipo y la loca-lización de los objetos para que este los pueda manipular.
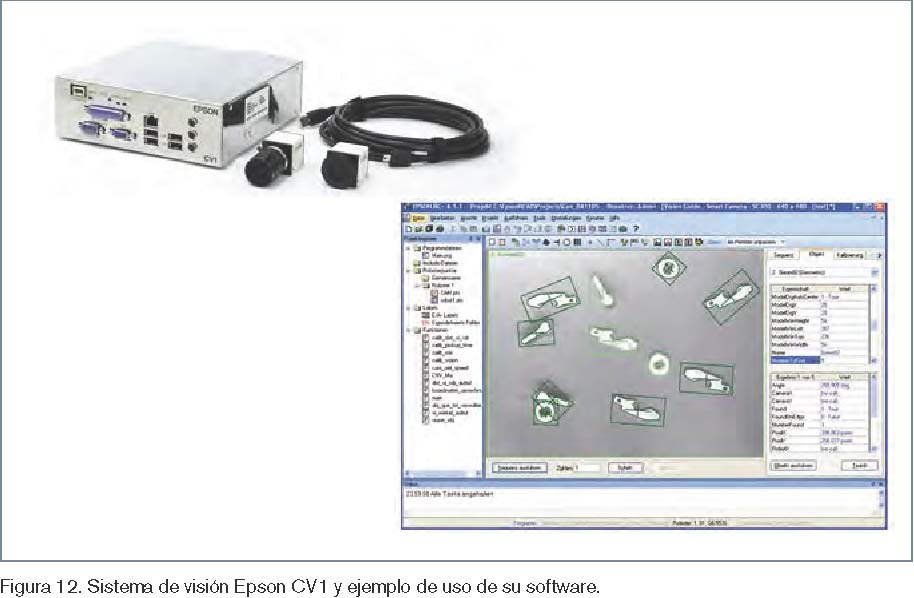
La mayoría de fabricantes de robots comercializan sistemas de visión directa-mente integrables con sus robots, en algu-nos casos basados en el uso de hardware(cámaras y placas de procesamiento) de fabricantes especializados. Ejemplos de software de visión son el PickMaster de ABB y el MotoSight 2D de Yaskawa, ambos basados en el hardware de Cognex. Fanuc, por su parte, comercializa un sis-tema de visión integral propio, el iRVi-sion, al igual que Epson, que comercializa el Epson CV15. La figura 12 muestra una imagen del hardware del sistema Epson CV1 y otra de la aplicación de su software, el Epson Vision Guide, en el reconoci-miento y localización de piezas.
El uso de sistemas de visión junto con robots industriales está en expansión, especialmente en aplicaciones de mani-pulación como pick and place o empa-quetado. En ausencia de visión, los com-ponentes o productos por manipular deben avanzar por un sistema de transporte o bien uno a uno, lo que supone un flujo de producción reducido y, además, un uso del robot muy por debajo de sus prestaciones, o bien de forma regular, lo que requiere de elementos de encaminamiento adecuados. Por otra parte, el uso de visión artificial permite tener un flujo de productos irregular, ya que el sistema de visión reconoce en línea la ubicación de los productos que hay que manipular, y con avance a gran velocidad, posibilitado por la gran rapidez de movimiento de los robots y por el uso de sistemas de tracking integrados en el controlador.
Estadísticas
En este apartado se presentan las cifras de ventas y del uso de los robots industriales, tanto a nivel mundial como nacional. Los números y gráficas que se presentan se derivan, principalmente, del último informe realizado por el departamento de estadísticas de la IFR (International Federation of Robotics), el World Robotics 2013, publicado en septiembre de 2013 y que recoge el estado del sector a finales del año 2012.
El mercado mundial de robots
Ventas y ‘stock’ operativo
Las últimas estadísticas publicadas por la IFR recogen las ventas y el stock operativo de robots a finales del año 2012. En dicho año se vendieron en el mundo 159.346 robots industriales, lo cual supuso el segundo año en ventas tras el récord absoluto año anterior (sobre las 166.000 unidades). La figura 13 recoge la evolución de las ventas entre los años 1994 y 2012.
La IFR estima que a finales de 2012 el número de robots industriales operativos se situaba entre las 1.235.000 y las 1.500.000 unidades. Para el cálculo de estas estimaciones se tiene en cuenta la acumulación de los valores de ventas anuales y la hipótesis de que el tiempo de vida de un robot industrial es de 12 años, tras los cuales se supone que es retirado de su uso en producción.
Distribución por regiones y países
En el estudio del mercado mundial de robots se tienen en cuenta tradicionalmente tres grandes regiones: Asia (incluyendo Australia y Nueva Zelanda), Europa y América. En Asia se vendieron en 2012 un total de 84.645 robots industriales. Japón ha sido y sigue siendo el principal mercado, manteniendo en 2012 aproximadamente un 25% del stock operativo mundial. Sin embargo, Corea en las últimas décadas y China en los últimos años, han crecido enormemente en importancia. En 2012 se vendieron 28.700 robots en Japón, 23.000 en China y 19.400 en Corea. Aunque Corea tiene todavía un stock operativo superior al de China, esta última adquirió en 2012 un número mayor de robots y es el mercado con un mayor crecimiento de todo el mundo.
En Europa se vendieron 41.200 robots industriales. Alemania es, de lejos, el mayor demandante, con un número en torno a las 17.500 unidades adquiridas en 2012. Le siguen Italia, con 4.400 unidades instaladas en 2012, Francia, con 2.956 unidades, Reino Unido, con 2.943, y finalmente España, con 2.035 unidades de robots industriales.
Finalmente, en el continente americano se vendieron 28.100 robots.De estos,22.414 fueron adquiridos en Estados Unidos, líder consolidado a nivelregionaly mundial. Del resto, 1.749 fueron vendidos en Canadá, 2.106 en México y 1.600 en Brasil, presentando estos dos países una clara tendencia en el incremento de su demanda.
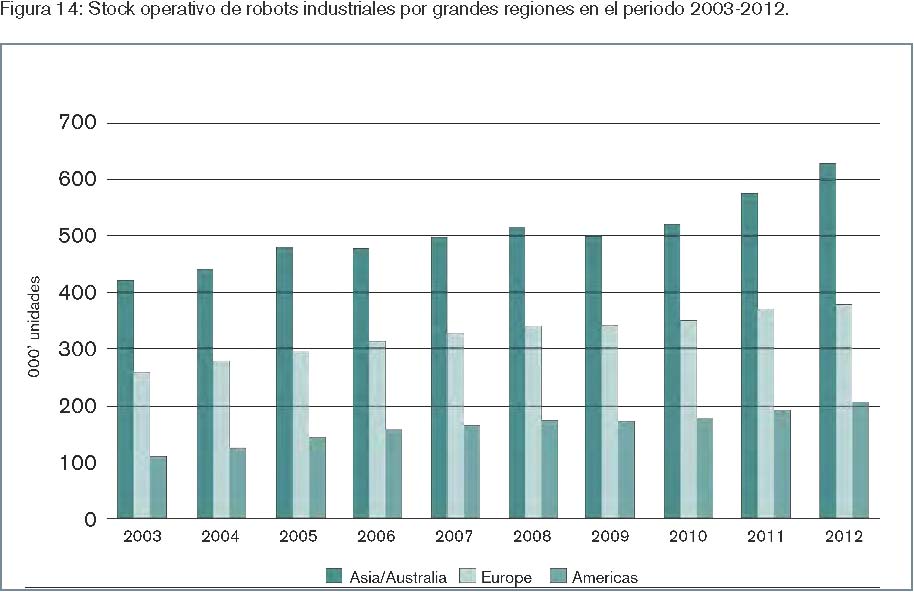
Teniendo en cuenta los datos anteriores, puede observarse que, aproximadamente, el 70% de las ventas de robots industriales en 2012 se repartieron entre siete países: Japón, China, Estados Unidos, Corea y Alemania. La figura 14 recoge la evolución del stock operativo (no las ventas anuales como las que recogen los números anteriores), por regiones, entre los años 2003 y 2012.
Expectativas para el periodo 2013-2016
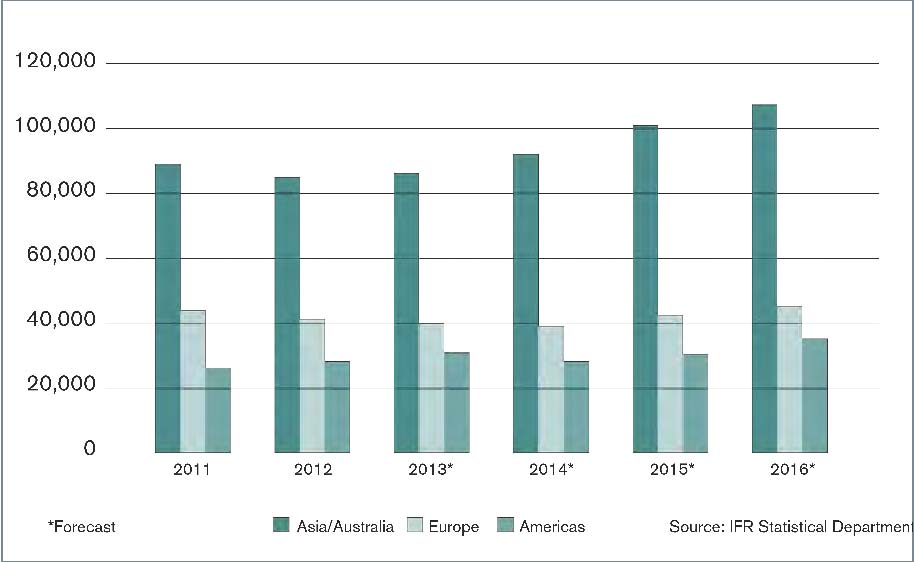
En el informe World Robotics 2013 se recogen algunas previsiones respecto a la evolución del mercado de robots para el periodo 2013-2016, el cual de acuerdo a ellas seguirá creciendo (figura 15).
Aunque con diferencias por regiones y sectores, la estimación realizada para 2013 era de un incremento global de las ventas a nivel mundial en torno al 2% (respecto a los valores de 2012), para alcanzar las 162.000 unidades vendidas. A continuación, salvo en Asia, se preveía un ligero decremento de ventas para 2014. Pero en el periodo de 2014 a 2016 se volvía a prever un incremento de ventas, de media del 6% anual, mayor en Asia, en torno al 8%, y menor en Europa y América, ambos en torno al 4%.
Las previsiones anteriores tienen en cuenta que en los países en los cuales el sector de la automoción ya tiene unos niveles de robotización elevados, en el resto de los sectores todavía hay un potencial y un margen de crecimiento importante. Por otra parte, en las economías emergentes el potencial es grande en todos los sectores, incluido y especialmente en el de la automoción. Un claro exponente de este tipo de economías es China, actualmente unos números relativos de uso de robots muy bajos (20 robots por cada 10.000 trabajadores, que pueden compararse con los 396 de Corea, primera en la clasificación mundial, o con los 138 de España, que ocupa la octava posición) pero que es el mercado con una de las mayores demandas en números absolutos, y sin duda el que presenta unas mayores tasas de crecimiento.
A principios de junio de este año, la IFR adelantó algunos datos de 2013 que serán incluidos en el World Robotics 2014. Y dichos datos no pueden ser mejores, pues en 2013 se vendieron en todo el mundo 179.000 robots, récord absoluto y muy por encima de las previsiones antes comentadas. Esto lleva a pensar, y los primeros datos de ventas respecto a 2014 lo corroboran, que el sector crecerá en los próximos años, y a un ritmo mayor que el estimado en septiembre de 2013.
El mercado español de robots
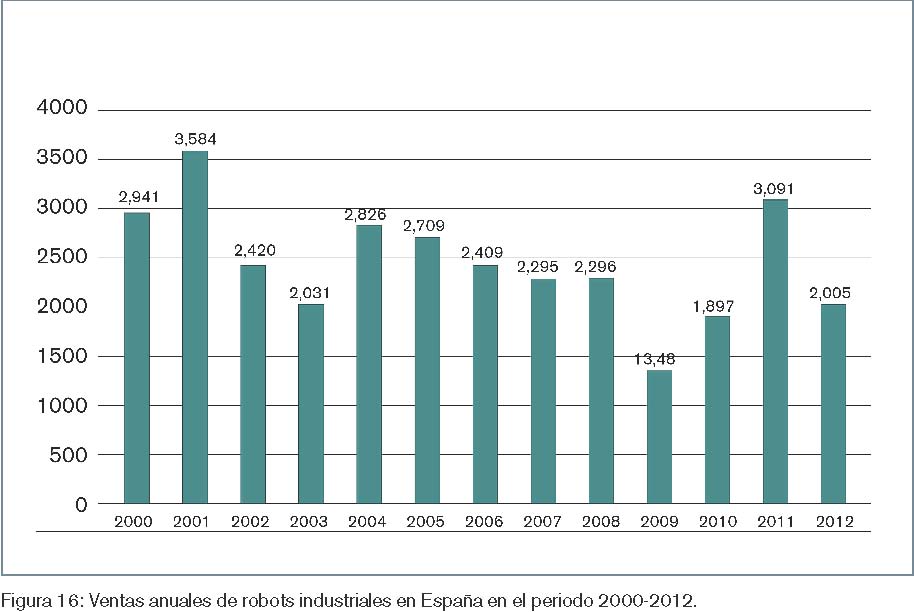
En el año 2012 se vendieron en España 2.005 robots industriales, el 35% menos que en 2011, año que por otra parte supuso un record absoluto de ventas. Así, del año 2004 a 2009 hubo un decremento constante de las ventas (figura 16), debido a la caída en el sector de la automoción. Sin embargo, en 2010 hubo un incremento en la inversión en robots en dicho sector, que se reflejó en un incremento en las ventas en ese año y también en 2011, con un crecimiento también en otros sectores. Debe tenerse en cuenta que España es uno de los principales fabricantes de vehículos en Europa y que este sector es el que acapara una buena parte de la demanda de robots.


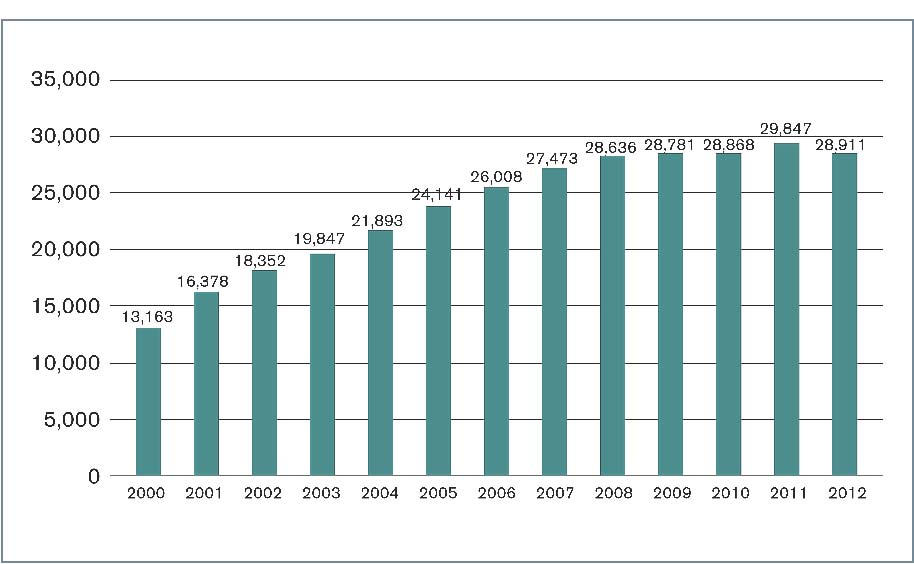
Por otra parte, se estima que el stock de robots operativos alcanzaba a finales de 2012 un valor de 28.911 unidades, el 3% menos que en el año anterior. Por primera vez hubo un retroceso en este número (figura 17).
Clasificación por aplicaciones
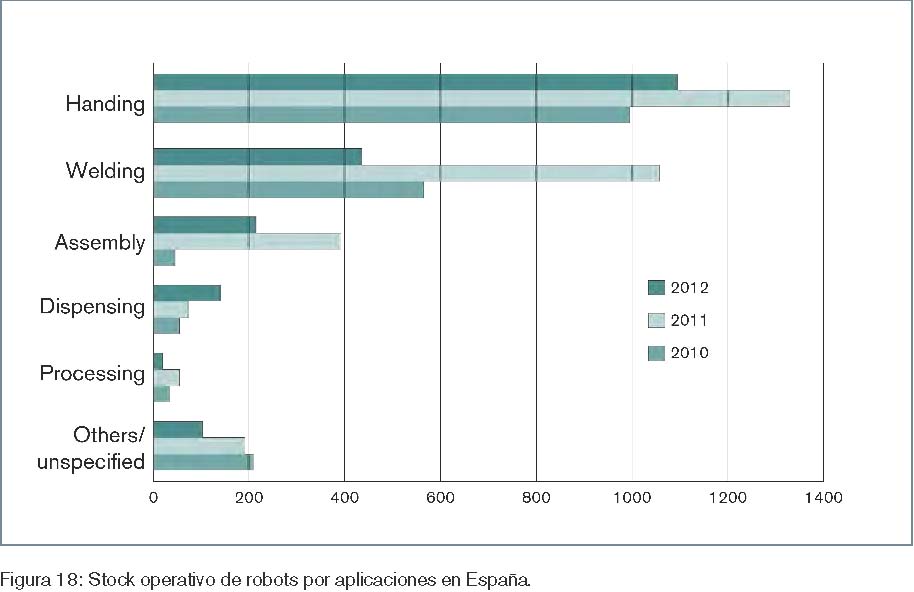
Por aplicaciones, de los 2.005 robots vendidos en 2012, 1.090 (54%) fueron destinados a aplicaciones de manipulación (incluye atención a máquinas), 436 (22%) a soldadura, 140 (7%) a aplicación de materiales, 18 (1%) a procesamiento, 216 (11%) a ensamblado/desensamblado y 47 (2%) a otras aplicaciones, mientras que de un pequeño número de 58 (3%) no se conoce su aplicación. Así, como también sucedió a nivel mundial, la aplicación con más demanda en 2012 fue la manipulación, seguida de la soldadura.
Respecto al stock operativo estimado, de los 28.911 robots operativos, 12.416 (43%) son utilizados en aplicaciones de manipulación, 11.536 (40%) en soldadura, 1.353 (5%) en aplicación de materiales, 691 (2%) en procesamiento, 1.520 (5%) en ensamblado/desensamblado, 583 (2%) en otras aplicaciones y 852 (3%) sin uso conocido. Así, en el stock operativo se aprecia mucha menor distancia entre la manipulación y la soldadura, y las aplicaciones son claramente dominantes y con porcentajes similares. La figura 18 recoge los números absolutos del stock de robots operativos, clasificados por aplicaciones, correspondientes al final de los años 2011 y 2012.
Clasificación por sectores
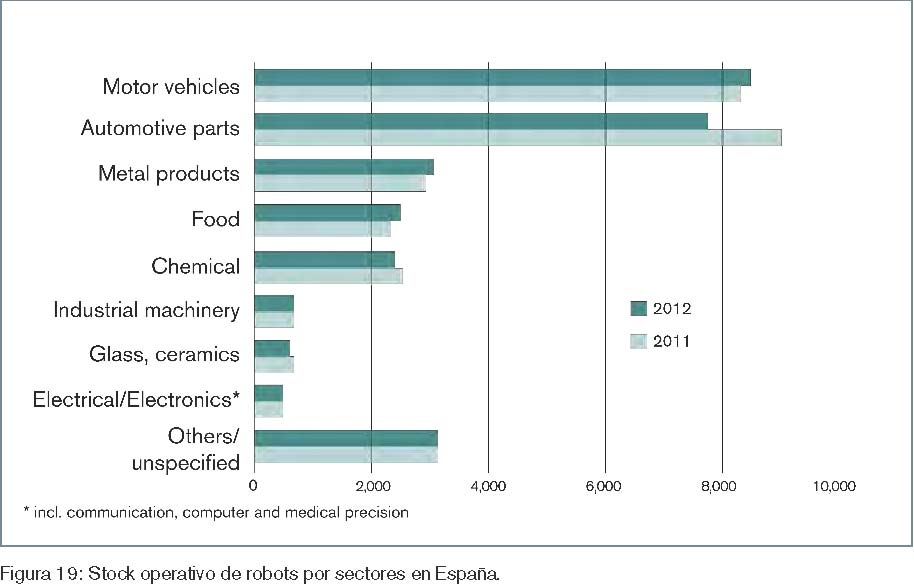
En la clasificación por sectores industriales sobresale, tal como sucede a nivel mundial, el sector de la automoción. De los robots adquiridos en España en 2012, 1.124 fueron destinados al sector de la automoción, lo que supone el 56% del total. Otros sectores con una demanda destacable fueron el de la alimentación, con 256 adquisiciones (13%); el del metal, con 236 robots (12%), y el de los productos plásticos y químicos, con 163 robots (8%).
Si se tiene en cuenta el stock operativo en lugar de las ventas en un solo año se obtienen números relativos similares: automoción, 16.035 robots (56% del total); alimentación, 2.473 robots (9%); metal, 3.999 robots (14%); productos plásticos y químicos, 2404 robots (8%). La diferencia más relevante corresponde al sector de la alimentación, en el que un porcentaje de ventas en 2012 mayor que el porcentaje que recoge el stock operativo (13% frente al 9%) indica una tendencia de incremento de uso de robots en dicho sector. La figura 19 recoge los números absolutos del stock de robots operativos, clasificados por sectores, correspondientes al final de los años 2011 y 2012.
Expectativas para los próximos años
Las estimaciones de la IFR relativas al mercado español de robots preveían una estabilización o incluso un decremento de la adquisición de robots en 2013, debido a la crisis económica. Sin embargo, para el periodo 2014-2016, justificado por los proyectos ya anunciados por empresas del sector de la automoción y por una esperada mejora de la situación económica del país, se estima un incremento de ventas en torno al 8% anual, mayor en dos puntos a la media de crecimiento esperada a nivel mundial.
Tendencias
Incremento constante de prestaciones
El constante avance en las prestaciones de los robots viene dado por el avance en todas las tecnologías involucradas en los elementos que los componen: sensores, actuadores, sistemas de transmisión, electrónica y programación del controlador. Los límites de prestaciones actuales, tales como valores de repetibilidad en torno a 0,001 mm, de capacidad de carga en torno a los 1.300 kg, o de rapidez tal que posibilita 100 ciclos por segundos, entre otros, serán rebasados por modelos de robots que serán comercializados en un futuro próximo.
Especialización y adaptación
La configuración angular (robots articulados) ha mostrado a lo largo de los años una flexibilidad que la hace adecuada a un gran número de aplicaciones, aunque con las correspondientes variaciones de tamaño y prestaciones y con adaptaciones específicas a cada aplicación. Así, todos los fabricantes de robots articulados comercializan modelos de robots adaptados a diferentes aplicaciones consolidadas como son la soldadura, la pintura o el paletizado. Los robots de pintura, por ejemplo, incorporan muñecas flexibles que permiten movimientos complejos de la pistola y permiten la instalación sobre el brazo del sistema de la alimentación de la pintura.
Por otra parte, la demanda de robots para su uso en entornos especiales ha crecido y los fabricantes también se han adaptado a ello. Así, se comercializan robots aptos para trabajar en ambientes limpios, cumpliendo con certificaciones ISO específicas y destinados a su uso en las industrias de los semiconductores, la biotecnología, farmacéutica y médica. Por otra parte, para su uso en ambientes extremos, se fabrican modelos con protecciones IP65, IP67 e incluso IP69, lo que permite a los robots que las presentan trabajar en entornos como el de la fundición de metal.
Consolidación y nuevas arquitecturas
El primer robot Delta fue comercializado en 1999 por ABB, bajo el nombre de Flex-Picker. Y durante años, ABB fue el único fabricante importante que comercializaba este tipo de robots. Sin embargo, en los últimos años otros grandes fabricantes han apostado seriamente por estos robots, como es el caso de Fanuc, Yaskawa y Adept. Las excelentes prestaciones de velocidad que estos robots proporcionan, con modelos que alcanzan más de 100 ciclos por minuto, hace esperar que su uso en tareas de pick and place crezca enormemente en los próximos años.
Por otra parte, la investigación en arquitecturas apunta también hacia la implantación de robots dualarm, con dos brazos manipuladores posicionados de forma similar a los brazos humanos. Hasta hace poco una arquitectura recluida en el ámbito de la investigación, algunos fabricantes ya están apostando por ella, como es el caso de ABB, y otros incluso ya comercializan modelos, como es el caso de Yaskawa con su serie Motoman SDA.
Sensorización
La mayoría de los robots industriales actuales se limitan a ejecutar de forma repetida secuencias de movimientos fijas que asumen un entorno productivo estructurado y en el que no se producen incidencias. La incorporación de sensores como los sistemas de visión y sensores de fuerza distribuidos a lo largo del brazo hará que los robots sean más flexibles, adaptándose a entornos y flujos de producción menos estructurados y más reactivos ante situaciones imprevistas.
Respecto a los sistemas de visión, la tendencia es la de ubicar la cámara no en una posición fija como se ha estado realizando hasta el momento, sino sobre el propio robot. Así, muchos fabricantes ya tienen en cuenta la ubicación de la cámara en el propio elemento terminal (algo que la tecnología de años atrás no permitía por la dificultad de adquirir imágenes de calidad con una cámara sujeta a rápidos movimientos), lo que incrementa la precisión en tareas de manipulación, de atención de máquina y de ensamblado. Por otra parte, en el caso de robots como los dual-arm, que se asemejan al cuerpo humano, la cámara (o cámaras) puede integrarse en la ubicación que correspondería a la cabeza. La figura 20 recoge una foto de un robot de Yaskawa13 con una cámara ubicada en su extremo, a la izquierda, y una de un prototipo de robot dual-arm de Epson4 que integra dos cámaras (visión estereoscópica) a modo de ojos, a la derecha.
Cooperación robot-robot y robot-humano
Actualmente se trabaja en el desarrollo de sistemas multirrobot que cooperen en el entorno productivo, lo cual puede suponer modificaciones en el layout y los sistemas de transporte de las instalaciones. Más allá se consideran escenarios en los que robots y trabajadores humanos cooperen entre sí en diferentes tareas y puntos del proceso productivo, lo que supone un reto desde el punto de la seguridad, ya que humanos y robots compartirán un mismo espacio de trabajo con los riesgos que esto comporta. En la actualidad, la normativa obliga a que los robots trabajen en espacios aislados sin acceso humano, pero en un futuro próximo se espera que puedan salir de la jaula. La figura 21 muestra dos imágenes de robots dual-armde ABB1 que ilustran el concepto de interacción robot-robot y robot-humano.
Fabricantes de robots y elementos de manipulación industrial:
– ABB, robots. http://www.abb.es/product/es/9AAC100735.aspx
– ABB, pinzas de paletizado. http://www.abb.es/product/es/9AAC171537.aspx?country=ES
– Adept Technology Ibérica. http://www.adeptiberica.com/es/
– Epson, robots. http://robots.epson.com
– Epson Vision System. http://robots.epson.com/product-detail/119
– Fanuc Robotics Ibérica. http://www.fanucrobotics.es
– Festo, pinzas mecánicas -http://www.festo.com /cat/es_es/products__69071
– Kuka Robotics. http://www.kuka-robotics.com/ es/start.htm
– Lincoln Electric. http://www.lincolnelectric.com/en-us/equipment/guns/Pages/magnum-pro-robotic.aspx
– Schunk, sistemas de agarre -http://www.es. schunk.com
– Serra, pinzas de soldadura.http://www.serra-sold.com/esp/productos.php?men=2&sub=6
– Siemens Process Simulate. http://www.plm.automation.siemens.com/es_es/products/tecnomatix/ass embly_planning/process_simulate/
– Yaskawa Europe. http://www.yaskawa.eu.com/ es/home.html
Bibliografía
Barrientos A, Peñín LF, Balaguer C, Aracil R (2007). Fundamentos de robótica, 2ª Edición. McGraw-Hill/Interamericana de España. ISBN: 978-84-481-5636-7.
Blumenthal, Rolf (2004). ‘Manufacturing Execution Systems to Optimize the Pharmaceutical Supply Chain’. Pharm. Ind. 66, Nr. 11a, pp. 1415-1420.
Groover, Mikell P (2007). ‘Automation, Production Systems, and Computer-Integrated Manufacturing’. Prentice Hall, ISNB:0132393212.
McClellan, Michael (2001). ‘Introduction to Manufacturing Execution Systems’. MES Conference Exposition, Baltimore, Maryland. pp. 2-4.
Shimon Y. Nof (Editor) (1999). Handbook of Industrial Robotics, 2nd Edition. Wiley. ISBN: 978-0-471-17783-8.
Umble, Elisabeth (2003). ‘Enterprise resource planning: Implementation procedures and critical success factors’. European Journal of Operational Research 146, pp. 241-257.
IFR Statistical Department(2013).World Robotics 2013.