
Defectos en la aplicación de pinturas en carrocerías
A modo de glosario terminológico, se revisan los principales defectos y causas en la aplicación y el acabado de pinturas coloreadas en fábricas de automoción
De la construcción de los primeros automóviles a la actualidad, se ha pasado de un trabajo completamente artesanal a uno de los campos industriales más importantes a nivel mundial. Las empresas europeas de automoción se encuentran entre las de mayor facturación del continente. En 1988 ya empleaban a 1,8 millones de personas en la CE sin tener en cuenta los que proporciona a la industria auxiliar.
En lo que se refiere a pinturas coloreadas, ya se aplicaban desde los inicios de la automoción. Se trataba de aplicaciones a brocha y pincel, de hasta 20 y 30 capas, lo que requería más de 300 horas para completar el proceso de pintado.
Actualmente se aplican por métodos aerográficos o electrostáticos, cada vez más robotizados, y con procesos muy rápidos. Se puede tratar de lacas a base de resinas de poliéster, alquídicas, melaminas, epoxídicas, poliuretanos, etc. En todo caso la tendencia viene marcada por el cumplimiento de requisitos medioambientales (emisiones), que se traduce básicamente en el uso de:
– Productos con alto contenido en sólidos.
– Pinturas al agua.
– Pinturas de dos componentes.
– Pinturas en polvo.
Algunos defectos son propios de algunos tipos de pinturas o de capas internas (pintado por cataforesis, imprimación…). Por ello nos centraremos en una aplicación bicapa de base color pastel o metalizada y el barniz correspondiente.
En una producción en cadena, cualquier problema se debe atajar de inmediato. Todo posible defecto que se pueda detectar en la propia cabina de pintado se tiene que controlar constantemente en ella o en la salida del horno de curado.
Pero para detectar el origen de los defectos y corregirlos puede ser necesario un cierto tiempo, lo que requiere ciertas “acciones de choque” que normalmente se traducen en cambios de aplicación manual o de parámetros en máquinas, y que deberán normalizarse tras solucionar el problema.
Los cambios de parámetros en máquinas son la acción más fácil y rápida pero no solucionan el problema y llevan al des-control de la aplicación. Es necesario tener bien claro el origen del defecto, pues con un set de máquinas típico se puede tener gran cantidad de parámetros, cuyo control haga “perder de vista” la solución adecuada al problema.
También es necesario conocer procesos anteriores y posteriores al pintado, para no achacar a la pintura problemas de capas internas o del pulido de la pintura ya curada.
La terminología empleada para definir los defectos es muy variable, usándose algunos vocablos ingleses o ale-manes, o llamando de distinta forma a un mismo tipo de defecto.
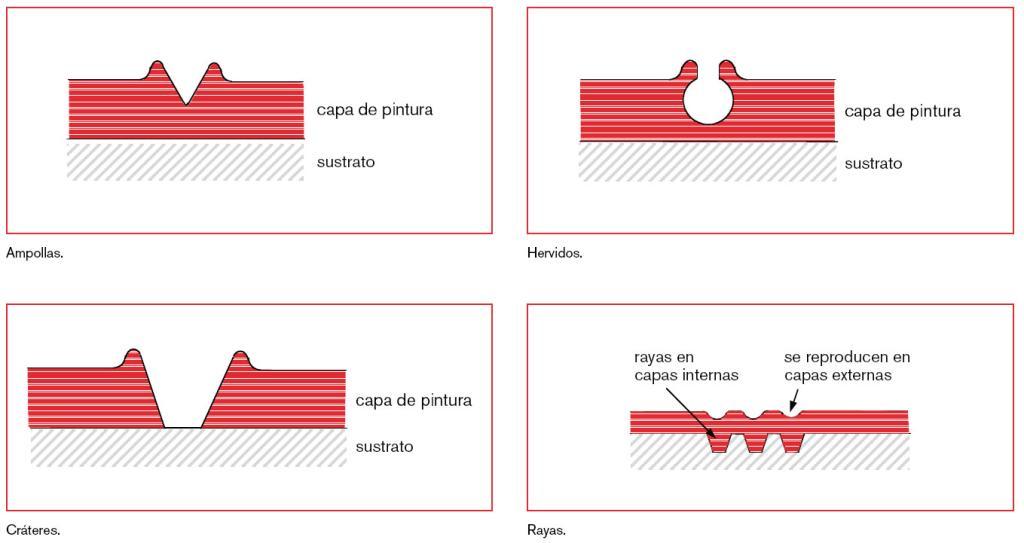
Defectos de profundidad
Este tipo de defecto se puede originar en la superficie a pintar o puede provenir de capas internas y reproducirse al no haber sido eliminado en la zona de preparación para el pintado.
– Ampollas: pequeñas burbujas formadas en la película de pintura por presencia de agua o exceso de humedad en el aire de aplicación o en el aire de cabina.
– Hervidos: burbujas de disolvente evaporado en capas internas que rompen la zona mas superficial ya medio seca. Esto es debido a un exceso de capa, poco tiempo de evaporación entre mano y mano, mala pulverización (gotas gruesas que tardan en evaporar), uso de disolventes demasiado rápidos, o secado acelerado en el horno. En pinturas de dos componentes puede ser por exceso de catalizador.
– Burbujeo: oclusión de “microburbujas” de aire, debidas al pintado aerográfico, que dan un aspecto esponjoso. Se conoce con el nombre de bubbling.
– Cráteres: abertura circular en la película, ocasionada por problemas de tensión superficial. Puede ser por un aerosol pero en general se debe a contaminación de la superficie o del aire, con alguna sustancia que provoca efecto silicona (aceites, siliconas, grasa…). Se podrían definir como depresiones superficiales originadas entre capa y capa por falta de mojabilidad. A veces se les llama poros y no siempre llegan al fondo. Si el cráter es profundo, también se le llama pinhole.
– Roce: marca sobre la pintura fresca por roce con una manguera, vestuario, etc.
– Rayas: marcas que quedan en la pintura, debidas a un lijado demasiado basto en las zonas de preparación, o por falta de poder de relleno de la pintura (capacidad para rellenar defectos de nivelación).
– Calvas: pequeñas áreas con ausencia de pintura, debidas a una contaminación de la zona, generalmente por una mala limpieza.
Rehuido: problemas de tensión superficial con capas internas.
Repulsión: falta de mojabilidad por mala preparación.
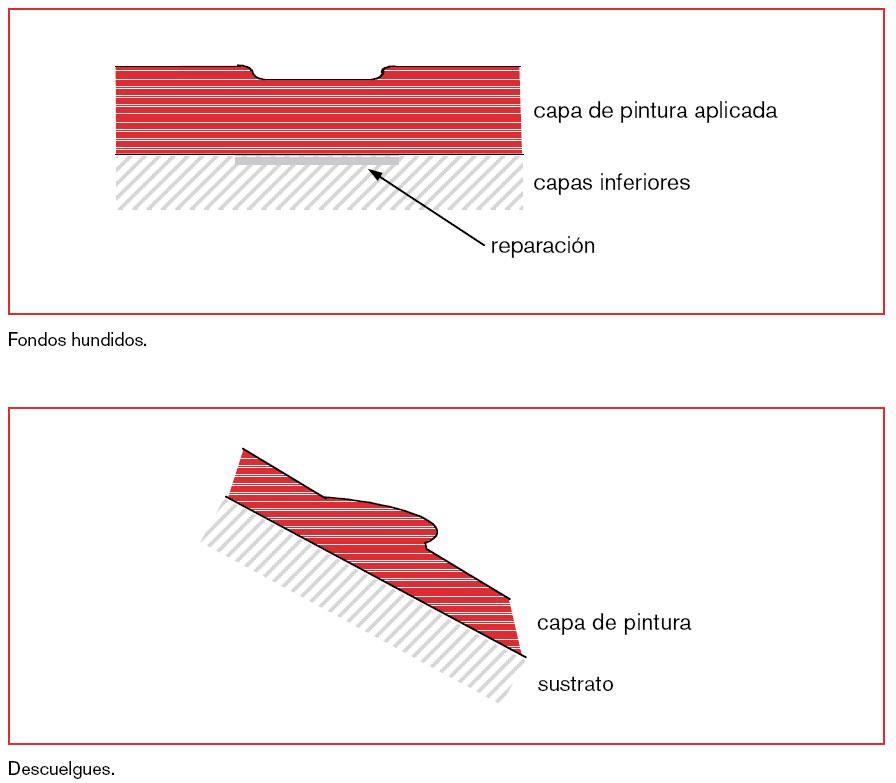
– Descuelgues: gotas y escurrimiento debido a un exceso de pintura que por su peso no se puede sostener en una superficie inclinada. También puede ser debido al uso de disolventes demasiado lentos o mala pulverización (gota grande con evaporación lenta del disolvente), exceso de humedad en la cabina, temperatura objeto (pieza) o temperatura ambiente demasiado bajas.
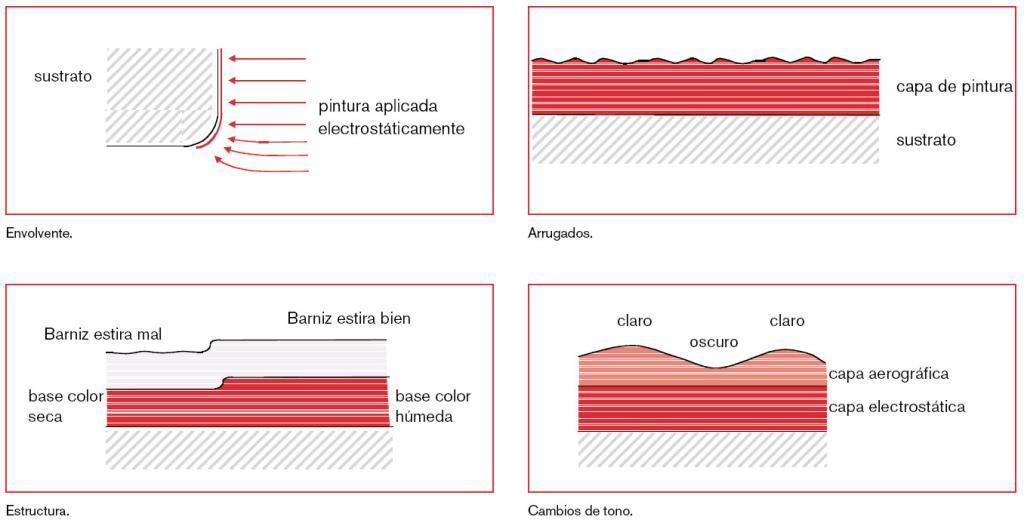
– Envolvente: se trata de un descuelgue en el que la sobrecarga es debida al efecto electrostático.
– Escurrido: es parecido al descuelgue pero debido al propio escurrido de la pintura en superficies inclinadas, formando gotas o sobrecarga en los cantos. Puede ser por la propia inclinación (zonas verticales), exceso de carga, mala pulverización, o cualquiera de ellos con ayuda del efecto envolvente.
– Arrugados: aspecto de pliegues en forma de arrugas, por contracción de la capa.
Puede ser debido al uso de disolventes demasiado rápidos, escasez de catalizador, exceso de humedad y temperatura en la cabina, o redisolución entre capas aplicadas.
Se puede definir como dilataciones y fuerzas internas generadas por un rápido secado superficial.
– Estructura: aspecto rugoso de la superficie por mal estiramiento de la pintura.
Puede ser debido al uso de disolventes demasiado rápidos, escasez de pintura, superficie objeto demasiado caliente, baja humedad o alta temperatura ambiente de cabina, mala pulverización (con gotas gruesas es más lento el secado, pero es más difícil “estirar” o alisar la capa).
También recibe el nombre de piel de naranja o distensión. Algunos autores usan el primer término cuando el defecto es más acusado, empleando distensión de forma genérica o cuando el defecto es más suave.
– Cuarteados: pequeñas fisuras o grietas de la capa de pintura debidas a tensiones internas. Normalmente se deben a cambios en la temperatura de la cabina, exceso de catalizador, o por tensiones creadas con la capa inferior ya seca. Otros motivos pueden ser por ataque del disolvente que reblandece las capas inferiores, o por insuficiente tiempo de secado de la base color.
El cuarteado, debido a problemas de tensión superficial, cuando se aplica una capa gruesa y diluida, recibe el nombre de alligatoring o piel de cocodrilo.
– Células de Bernald: muy poco frecuente en aplicaciones normales, da un aspecto de panal de abejas. Es debido a separación de pigmentos por problemas de tensión superficial y un elevado espesor de pintura muy líquida.
Defectos de superficie y de carácter general
– Velado: pérdida de brillo con aspecto de formación de un velo o sombreado blanquecino. Se trata de condensación de humedad en capas superficiales de la pintura por precipitación de la resina con el agua condensada en la evaporación de disolventes. Puede ser debido al uso de disolventes demasiado rápidos, exceso de espesor, exceso de humedad o disolvente evaporado en al aire de cabina, o pulverizado demasiado fino y seco. En colores bicapa puede ser debido a un secado deficiente de la base color en el momento en que se aplica el barniz, o bien por pequeñas cantidades de disolvente retenidas en el barniz.
Al incremento de viscosidad por evaporación de disolventes se le llama mordentado.
– Haze: fino velado por microesferas de disolvente atrapadas en el barniz y que no han llegado a evaporar.
– Rechupado: similar al velado pero el brillo es bastante correcto, el problema es un aspecto rugoso como si faltara pintura. Normalmente se debe a capas anteriores como p.ej. un rechupado de barniz a causa de una capa de base color demasiado seca y con poco espesor.
– Ala de mosca: tonalidad ceniza en colores negros, debido a una mala evaporación de disolventes.
– Sangrado: decoloración debida a una redisolución de pigmento de la capa origen con el disolvente de la nueva capa. Poco frecuente pero puede suceder con un color claro sobre imprimaciones coloreadas o p.ej. con una carrocería blanca que se manche de rojo (aunque se vuelva a repasar con blanco, en la zona manchada volverá a aparecer una tonalidad rojiza).
– Cambios de tono: este término es bastante genérico pero lo utilizaremos para indicar cambios de tonalidad entre piezas o coches, debidas a diferencias de aplicación o desviaciones de las pinturas.
– Manchas: parecido al velado, zona manchada por un exceso de catalizador.
También recibe el nombre de spotting. Otro tipo de manchas son debidas a rechupe de ciertas sustancias de los pulimentos y abrillantadores, que con el tiempo o el calor se acentúan. Son por uso de productos no adecuados, malas limpiezas de restos de pastas, o pulido sobre pintura no suficientemente curada.
– Flop: es el cambio de tono de una pintura en función del ángulo de incidencia de la luz. Es una característica de los colores metalizados y cuanto más acentuado sea más vistoso será el color, pero más difícil será de reparar o reproducir, especialmente si intervienen aplicaciones electrostáticas.
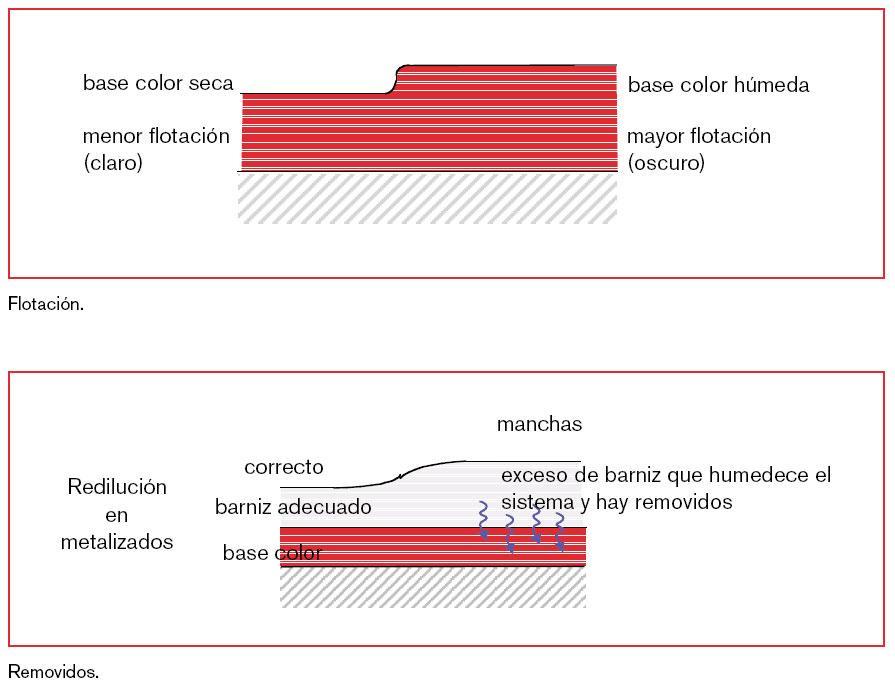
– Flotación: distribución no homogénea de pigmentos debida a las diferencias de densidad, que dan una tonalidad diferente a la del color patrón. Es un defecto típico de colores metalizados. Puede ser por exceso de capa, uso de disolventes demasiado lentos, catalizador inadecuado, mala pulverización (gota grande).
– Sombras: cambios de tonalidad debidos a una distribución no uniforme de la pintura metalizada (con distinta velocidad de secado). También recibe el nombre de nubes, o ráfagas si el origen es una pulverización irregular.
– Removidos: cambios de tonalidad en metalizados a modo de “aguas” (también recibe este nombre), debidos a movimientos de las partículas de la pintura durante el secado o por redilución y escurrido.
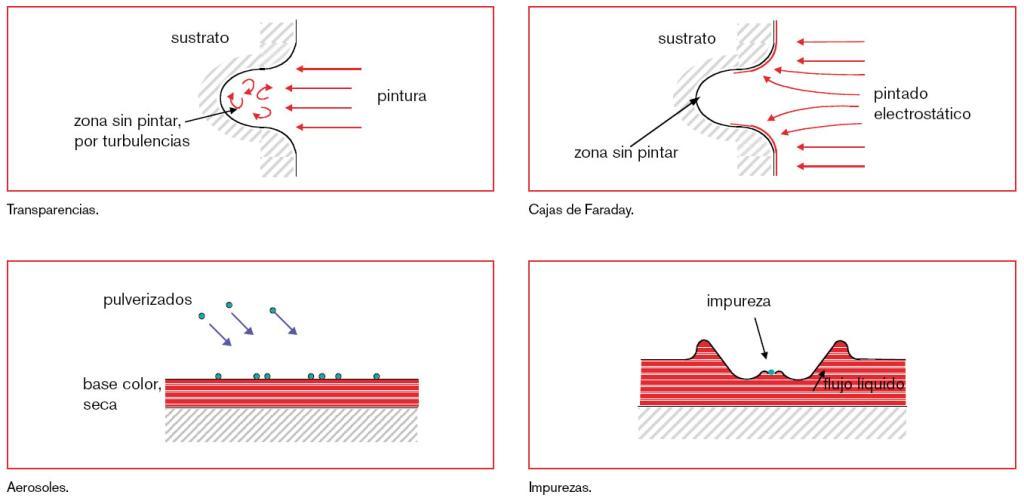
– Transparencias: cambio de tono o falta de opacidad de una zona. Puede ser debido a falta de espesores (también se le llama pobre), falta de poder cubriente (capacidad para tapar un cambio de color del sustrato), turbulencias creadas por el aire de pintado en zonas cerradas, o problemas de tensión superficial. También recibe el nombre de crestas si es por falta de pintura en una arista, o menisco si es p.ej. en un ángulo cerrado formado por dos chapas soldadas.
– Cajas de Faraday: nombre que se le da a una transparencia debida a los efectos de un pintado electrostático.
– Picos: aspecto producido por presencia de partículas sólidas dispersas en la superficie de la pintura. Con una cantidad importante de partículas se le suele llamar moteado.
– Aglomerados: grumos de partículas sólidas de la pintura (aluminio, pigmentos…) que se depositan con la laca, a modo de suciedad. Pueden ser debidos a mala recirculación o agitación de la pintura, mala conservación y limpieza de medios de pintado, presencia de rincones (acúmulo) o mal filtrado en el circuito de pintura. Son más frecuentes en pinturas con gran cantidad de partícula metálica y de rápida evaporación.
– Geles: similar a los aglomerados pero por problemas con las resinas y los disolventes.
– Aerosoles: similar a los picos, se trata de pulverizados creados por falta de incorporación en la película aplicada. Pueden ser debido a pulverización demasiado fina, uso de disolventes rápidos, o poco espesor de pintura.
– Fibras: restos de fibras generalmente textiles, provenientes de los filtros, vestimenta de los pintores…, que quedan en la pintura a modo de suciedad.
– Impurezas: suciedades en general que se depositan sobre la capa de pintura aún fresca, y se adhieren a ella. Este es un término muy general, que frecuentemente engloba a picos, moteado, aglomerados, etc.
Defectos superficiales de pulido
Tal como indica su nombre no son defectos de pintura pero son propios de la revisión o acabado final del pintado, por lo que forman parte del proceso. Así pues haremos mención de algunos de ellos, empleando en algunos casos nombres que pueden recibir en la jerga de los aplicadores.
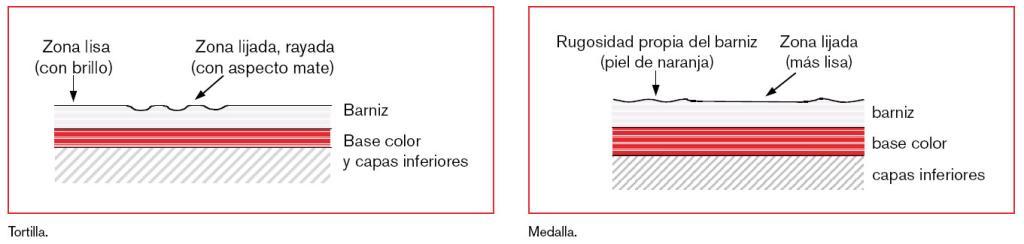
– Tortilla: conjunto de rayas de lijado que no se han eliminado correctamente (pulido incompleto o deficiente) y dan un aspecto mate por cambio de tono y brillo.
– Rayas y clavadas: es un defecto similar al anterior pero se trata de marcas o señales en capas internas, que se reproducen en el barniz. Aunque este defecto ya se ha descrito en el apartado 1, es importante mencionarlo de nuevo pues con un adecuado pulido se puede minimizar o incluso eliminar.
– Medalla: zona lijada con un abrasivo muy fino que elimina la rugosidad propia de la pintura, dando un aspecto más liso y brillante que al resto de la superficie.
– Hologramas: aspecto de haze debido a conjuntos de microrayas paralelas creadas al pulir. Son muy difíciles de observar con luz artificial, pero son visibles con la luz solar o focos de luz halógena, especialmente en colores oscuros. No son debidos al pintado pero pueden aparecer (o acentuarse) si el curado de la pintura es deficiente.
– Halo: empañado de la zona pulida, ya limpiada, por la dificultad de eliminar totalmente los restos de pasta de pulir. Aunque empleando soluciones para la limpieza se corrige el defecto, es posible observar una pequeña aureola en el perímetro de la zona pulida, especialmente en colores oscuros (con focos de luz halógena).
– Requemados: defecto a modo de mancha en la zona pulida por sobrecalentamiento debido a excesivo tiempo de pulido sin dejar enfriar.
– Absorción: parecido al requemado pero debido a una sustancia depositada sobre la capa de pintura que se incorpora o es absorbida por la laca, por simple contacto o por acción del calor (sol, repintado o rehorneado). También puede ser a consecuencia de trabajos sobre una pintura con curado incompleto.
Bibliografía
J. Solà Solà, J. J. Hernández, T. López Navarro .La Indústria a Catalunya – Editado por la Generalitat de Catalunya. Departament d’Indústria y Energia (Grup 3, S.A.).1991.
Referencias empresariales
Dr. Biallas (Basf). Aplicación de bases metalizadas (calidad y protección del medio ambiente).
Devilbiss – Ransburg. El ABC de la pintura industrial por rociado.
PPG Automotive Products. Introducción al color.
J. Monells (Seat, S.A). Curso de pintores. Valentine. Defectos de pintado.
Internet
www.gencat.es/dict/rev.htm (Generalitat de Catalunya)
biblioteques.upc.es/vtls/catalan/…(varios) (Universitat Politècnica de Catalunya)
www.autoprofesional.com/artículos/… (Herberts España)
www.valentine.es/inglés/… (Valentine España)
RESUMEN
En la aplicación de pinturas de acabado para carrocerías se pueden generar una serie de defectos, sea por las lacas o por las condiciones de aplicación. La mayoría de estos defectos son bien conocidos por profesionales tanto de la automoción como de otros sectores. Pero los aplicadores no siempre emplean la misma denominación para cada defecto y en ocasiones no conocen su propia naturaleza, lo que puede llevar a confusiones y a emprender acciones correctoras erróneas. Una relación de los principales defectos y causas, a modo de glosario terminológico, centrado en el caso de pinturas bicapa, será útil especialmente para quien se inicie en el tema.