

Bloqueo y señalización de equipos de trabajo
Work equipment lockout-tagout
RESUMEN
Durante las tareas de producción, mantenimiento y limpieza de un equipo, puede ser necesario acceder a instalaciones donde un trabajador o grupo de trabajadores necesiten realizar alguna operación con el equipo o líneas de producción detenidas y tengan que entrar de cuerpo completo. En estos casos, únicamente con controlar las posibles energías residuales no es suficiente (cerrar una válvula de fluido, pulsar la parada de emergencia, utilizar un interlock o apagar el equipo del interruptor ON/OFF). Por tanto, deben existir plenas garantías de que no se puede poner en marcha la instalación de forma involuntaria o voluntaria sin el pertinente consentimiento del trabajador. A este proceso de bloqueo y señalización de la maniobra se le denomina LOTO (Lock Out, Tag Out) y debe ser utilizado para prevenir posibles accidentes irreversibles en muchos casos durante intervenciones en equipos de riesgo.
Recibido: 15 de octubre de 2012
Aceptado: 24 de enero de 2013
Avance online: 30 de julio de 2013
Palabras clave
Seguridad laboral, maquinaria, señalización, mantenimiento, empresas, accidentes
ABSTRACT
During production tasks, maintenance and cleaning of equipment it may be necessary to access to facilities where a worker or a group of workers need to perform some operation with the equipment or production lines stopped and to do so, they need to enter whole body. In these cases, controlling only potential residual energy is not sufficient (closing a fluid valve, pressing the emergency stop, or using a shutdown interlock switch ON / OFF). Therefore, there must be every guarantee that you cannot start the installation involuntarily or voluntarily without the proper consent of the worker. This process of locking and signaling the maneuver is called LOTO (Lock Out, Tag Out) and it must be used to prevent possible accidents in many cases irreversible during interventions for risk equipment.
Received: October 15, 2012
Accepted: January 24, 2013
Online first: July 30, 2013
Keywords
Work safety, machinery, signaling, maintenance, companies, accidents
El procedimiento de bloqueo y señalización (LOTO en adelante) persigue la eliminación de todas las energías residuales (sea cual sea su naturaleza) antes de cualquier intervención con el fin de impedir que se produzcan accidentes graves, utilizando para ello dispositivos de consignación adecuados, procedimientos de trabajo y personal formado.
En la actualidad, estos procedimientos no son exigidos para todos los equipos de trabajo ante intervenciones de riesgo, dado que muchas compañías desconocen dichos requisitos o, sencillamente, asumen estos riesgos por parte del personal dado que no disponen de medios de bloqueo, ni de formación ni experiencia suficiente para llevarlos a cabo de forma exitosa.
Y aquí radica el objetivo de este artículo, el poder explicar las bondades de llevar a cabo estos procedimientos LOTO y otros aspectos clave que hay que tener en cuenta a la hora de su aplicación práctica por los operarios de una compañía en su día a día. Este avance permitirá la eliminación de accidentes graves con ayuda de la sensibilización de las personas a la hora de aplicar los procedimientos que se definan para cada máquina en función de las energías que se vayan a bloquear.
Contenido
¿Qué es LOTO?
Partiendo de la base de que el principal activo de cualquier compañía son las personas, y que el 85% de los accidentes laborales tienen su origen en la actitud de trabajador (Heinrich et al, 1980), surge LOTO como herramienta de gestión de las energías para conseguir así intervenciones en equipos de forma segura, evitando daños graves y en muchos casos irreversibles. LOTO son las siglas que provienen de la expresión sajona log out, tag out.
Según la Administración de Seguridad y Salud del Gobierno Estadounidense (OSHA, 2012), se entiende por energía residual aquellas fuentes de energía, ya sean eléctrica, mecánica, hidráulica, neumática, química, térmica u otra, presentes en máquinas y equipos que pueden ser peligrosas para los trabajadores durante las tareas de producción y mantenimiento debido a que pueden provocar un arranque inesperado o liberar movimiento, fluidos o corriente eléctrica, y que pueden causar un daño al trabajador, ya sea electrocución, quemadura, atrapamiento, fracturas, amputaciones e incluso la muerte. En este sentido, cabe incluir en este ámbito las tareas de limpieza de los equipos que lleven a cabo los propios operarios.
Existen millones de trabajadores en el mundo que realizan estas funciones diariamente, y, por ello, hay que garantizar que se siguen los correspondientes métodos de bloqueo de forma sistemática. Existe un requerimiento OSHA en este sentido (OHSA, 2012): «OSHA CFR 1910.147: Control de las energías peligrosas». Deben existir procedimientos para el bloqueo específico de los equipos que cuentan con más de una energía y también para la gran mayoría de equipos que cuenten con una sola.
Los artículos 92 y 93 de la Ordenanza General de Seguridad e Higiene en el Trabajo (Gobierno de España, 1971) promulgaban que las operaciones de mantenimiento y limpieza se deben efectuar durante la detención de los motores, transmisiones y máquinas, señalizando el fuera de uso así como bloqueando arrancadores y/o retirando fusibles.
Además, se dispone de varios documentos que hacen referencia a los requisitos de seguridad y salud para la utilización de los equipos de trabajo (RD 1215/1997 y su guía técnica) y los requisitos para la comercialización y la puesta en servicio de máquinas (RD 1644/2008).

Por último, existen publicadas dos notas técnicas de prevención (NTP) específicas que tratan el tema del LOTO (NTP 13, sobre enclavamiento mediante cerraduras y NTP 52, relacionada con la consignación de máquinas). Según desarrolla la NTP 52 (1983), las compañías deben elaborar sus propias instrucciones internas para el bloqueo y señalización de equipos, en las que deben documentar los pasos que seguir, la formación mínima del personal, las autorizaciones de las intervenciones mediante permisos de trabajo in situ y los dispositivos de consignación que deben utilizarse en cada caso (candados, sistemas auxiliares para el bloqueo de válvulas o enchufes, cajas de bloqueo agrupado, tenazas multicandado, etcétera) para garantizar que todo el personal lleva a cabo las tareas de la misma manera y que esta es, por tanto, segura.
Para poder llevar a cabo la puesta en marcha de los trabajos LOTO son necesarios tres elementos principales:
1.– Elementos de bloqueo y señalización.
2.– Documentación de soporte.
– Formación de los trabajadores implicados en el proceso.
A continuación, en los siguientes apartados se desarrolla cada uno de ellos de forma más detallada.
Elementos de bloqueo y señalización
Se procede a hacer un listado de los materiales más comunes usados (véase tabla 1), con su imagen y descripción (Martínez Pérez y otros, 2011):
Documento de soporte
Introducción
Una vez que se dispone de los medios de bloqueo necesarios para controlar las energías residuales que se quiere bloquear, es necesario disponer de documentación escrita con los pasos que llevar a cabo para bloquear dichas energías.
Para ello, lo más práctico es poder disponer de un procedimiento general en el que se presenten las responsabilidades de cada colectivo, elementos de bloqueo y uso, zonas/equipos que bloquear, etcétera para, posteriormente, contar con un conjunto de rutinas estándar de bloqueo en las que se especifican las tareas realizadas. A continuación, se trata un poco más a fondo cada uno de los documentos.
Procedimiento de trabajo LOTO general
Se trata de un documento en el que se identifican las reglas generales relacionadas con el bloqueo y señalización de equipos. A partir de este se definen las diferentes rutinas de trabajo específicas para los diferentes equipos (véase «Rutinas específicas LOTO»), que sirven de anexos a esta instrucción general.
Este documento incluye información sobre en qué casos hay que bloquear, con qué elementos, qué formación se necesita en cada caso y se explica el formato de la rutina estándar para que sea comprendido posteriormente.
Se presentan las seis reglas de oro que hay que tener en cuenta en toda tarea de bloqueo y señalización, tanto a la hora de desenergizar como en la fase de reenergizar.
-– Bloqueo
&1.ndash; Avisar a las personas afectadas de que se va a realizar un bloqueo y señalización en el equipo.
2.– Preparar la desconexión (parada del equipo de trabajo y señalización de la zona).
3.– Desconectar todas sus fuentes de energía.
4.– Aplicación de los dispositivos de bloqueo y señalización para cada trabajador implicado en la tarea.
5.– Liberación o desconexión de todas las energías potenciales almacenadas o energías residuales (vapor, sistemas hidráulicos, neumáticos, etcétera).
6.– Verificación del aislamiento (testeo de que la máquina ha sido desenergizada correctamente y se ha bloqueado correctamente).
-– Desbloqueo
1.– Inspeccionar el área de trabajo para asegurar que piezas esenciales (como herramientas de trabajo) han sido retiradas y los componentes operativos de las máquinas o equipos están intactos.
2.– Verificar que todos los trabajadores están en posiciones seguras, alejados de la máquina o equipo.
3.– Verificar que los mandos de la máquina están en posición de reposo.
4.– Notificarlo al personal afectado.
5.– Retirar los dispositivos de bloqueo y reenergizar la máquina.
6.– Retirar la señalización.
Además de esta información, se incluirán los casos en que es necesario un permiso especial de bloqueo y señalización en función de la criticidad de los trabajos y el colectivo del trabajador que los ejecute, que deberá redactarse por duplicado, uno para el trabajador que desarrolla el trabajo y el otro para el emisor del permiso.
Por último, hay que tener en cuenta cómo actuar en caso de que se extravíe una llave de un candado o no aparezca el propietario. En ese caso se podrá retirar el candado de forma forzosa siempre con autorización.
Rutinas específicas LOTO
Consisten en instrucciones de trabajo con fotografías para que los operarios puedan llevar a cabo las actividades de bloqueo y desbloqueo de forma unívoca y específica mediante el uso de los medios de bloqueo y señalización establecidos en cada caso (véase «Qué es LOTO»).
Es muy recomendable que la rutina estándar incluya la secuencia de operaciones de bloqueo y desbloqueo para un solo modo de bloqueo, equipo y colectivo de la empresa, debiendo redactar tantas rutinas como sean necesarias en función de las operaciones que se lleven a cabo.
En dicha rutina deben indicarse todas las energías residuales que se van a bloquear, los diferentes riesgos a los que está sometida la persona y los equipos de protección individual que necesita. Los pasos deben ser claros y se debe indicar cómo se deben hacer, dónde se deben ejecutar y todo soportado mediante imágenes.
Es importante detener siempre los equipos con el botón de apagado antes de la intervención, pudiendo bloquear directamente en el punto establecido, y siempre comprobando que la instalación queda desenergizada tras el bloqueo.
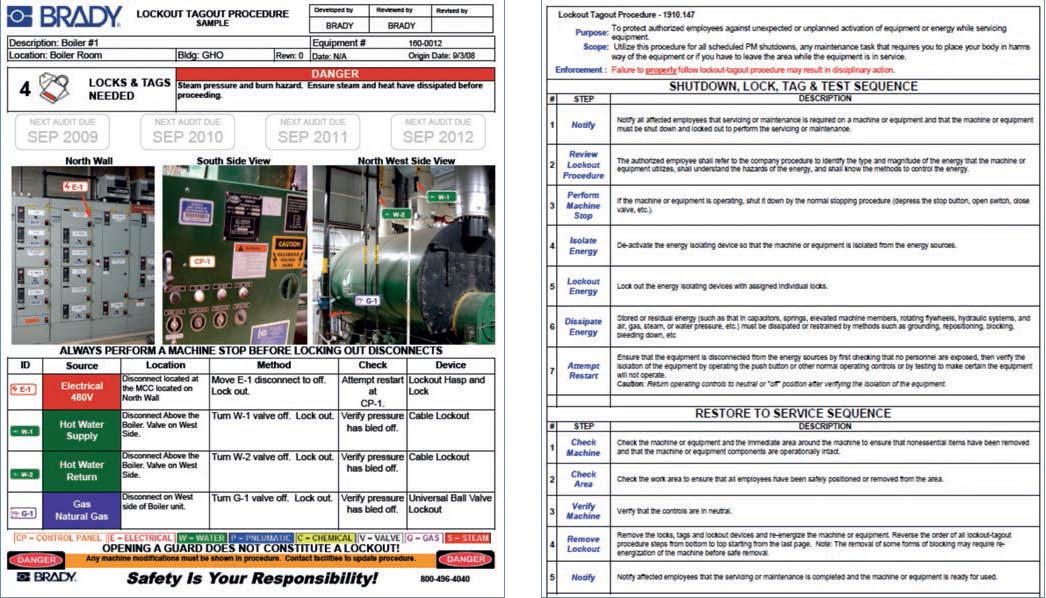
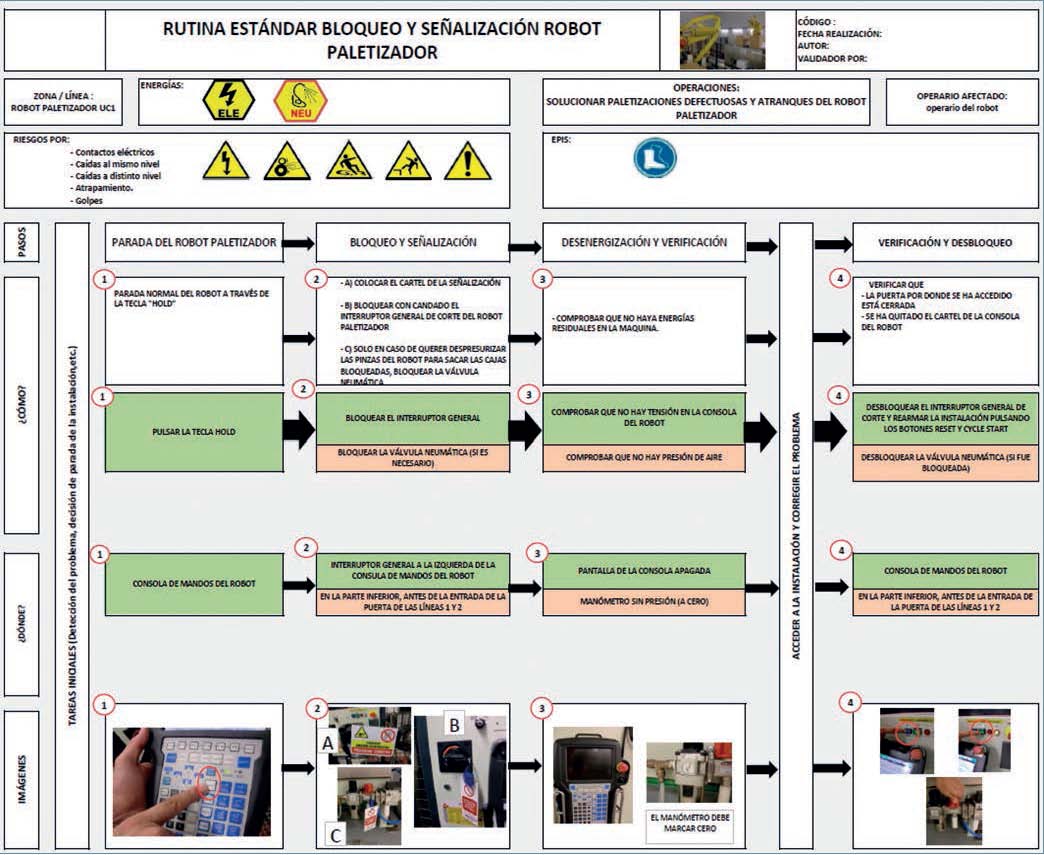
La rutina debe estar revisada y validada por todas las partes interesadas, para evitar controversias y haber pasado detalles por alto. El formato en el que se debe redactar debe ser el mayor posible; se recomienda un tamaño UNE A3 (véase figura 1 con ejemplo de rutina en inglés figura 2 con ejemplo de rutina en castellano).
Formación a los trabajadores
Por último, una vez redactado el procedimiento y las rutinas, hay que impartir la formación teórica y práctica sobre la metodología de bloqueo a los trabajadores que van a acceder a la instalación y a sus supervisores. Es muy recomendable auditar las tareas una vez que se ha realizado la formación, dado que con el tiempo se adquieren vicios, alterando los pasos establecidos en origen. Suelen proponerse mejoras que se detectan con el uso progresivo de las rutinas y que deben valorarse e incorporarse a las mismas.
Discusión
Para realizar cualquier intervención en la que pueda existir un posible daño a la persona, ya sea por un accionamiento sobre un equipo de manera voluntaria, involuntaria o por terceras personas, tenemos que tener control de la situación. Para ello es imprescindible realizar el bloqueo de forma reglada (rutina específica LOTO) y con los medios prescritos como se ha comentado con anterioridad.
Para realizar su implantación en una empresa, primero se elaboran una serie de rutinas claras y sencillas para cada máquina. A continuación, se imparte la correspondiente formación teóricopráctica y, por último, es necesario auditar su correcta aplicación en el día a día, verificando así la eficacia de la formación impartida. Este último paso generalmente es el más complicado y, además, es el que hace sostenible el procedimiento en el tiempo.
De esta manera, se evitarán accidentes con consecuencias irreversibles e incluso alguno que pueda ocasionar la muerte. Si se opta por no seguir las consignas y no bloquear, los trabajadores que intervienen estarán expuestos a un riesgo grave, donde por probabilidad es factible la materialización de un accidente. Por tanto, en nuestras manos está el poder evitarlo cumpliendo con lo establecido de forma documentada y consensuada.
Bibliografía
Brady Corporation (2012). Catálogo de equipos LOTO. Milwaukee, USA. Disponible en: www.bradycorp.com (consultado en octubre de 2012).
Gobierno de España (1971). Ordenanza General de Seguridad e Higiene en el Trabajo de España. España. Disponible en: www.ingenieriafrigorifica.com/pdf/ seguridad_higiene.pdf (consultado en octubre de 2012).
BOE (1997). Real Decreto 1215/1997, de 18 de julio por el que se establecen las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo. BOE nº 188 0708 1997. España. Disponible en: www.insht.es/ InshtWeb/Contenidos/Normativa/TextosLegales/RD/ 1997/1215_97/PDFs/realdecreto12151997de18de julioporelqueseestablecenlas.pdf (consultado en octubre de 2012).
BOE (2008). Real Decreto 1644/2008, de 10 de octubre, por el que se establecen las normas para la comercialización y puesta en servicio de las máquinas. España. Disponible en: http://www.boe.es/diario_boe/ txt.php?id=BOE-A-2008-16387 (consultado en octubre de 2012).
Heinrich, H; Roos, N. R.; Brown, J. ; Petersen, D.; Hazlett, S. (1980). Industrial accident prevention: a safety management approach. New York: McGraw-Hill. ISBN 0–07-028061-4.
Instituto Nacional de Seguridad e Higiene en el Trabajo (1983). NTP 52: Consignación de máquinas. INSHT, España. Disponible en: www.insht.es/InshtWeb/ Contenidos/Documentacion/FichasTecnicas/NTP/ Ficheros/001a100/ntp_052.pdf (consultado en octubre de 2012).
Martínez Pérez, O., García Vílchez, E. (2011). Bloqueo y señalización de equipos de trabajo de una industria del sector de la alimentación. Universidad de Oviedo, España. Depositado en la Biblioteca de la Universidad de Oviedo (http://bdproy.epsig.uniovi.es:8080/ sgp/pub/project/search?execution=e1s1&did=4&tid=–1&sid=-1&ptid=-1&stid=-1&num=&tit)
Occupational Safety & Health Administration (OSHA) (2012). Control of Hazardous Energy: Lockout – Tagout. Department of Labour, USA. Disponible en: www.reecesafety.co.uk/Group%20Lockout%20Pro–ducts.htm?gclid=CKmu2PT0nLQCFczHtAodCA–QAHQ www.bradycorp.com (consultado en octubre de 2012).