

Adaptación de máquinas a las exigencias actuales de la industria

La automatización y mejora de una máquina para envasar leche en bolsas ilustra las posibilidades de acondicionar las infraestructuras a los requerimientos actuales de la industria
A las empresas, en la actualidad, junto con la demanda cada vez mayor del aseguramiento de la calidad del producto final, se les exige además en la elaboración del mismo, principalmente dos requisitos:
- – El impacto ambiental del proceso que tiene lugar, aún estando dentro de los márgenes legales establecidos, ha de reducirse al mínimo.
- – Se ha de trabajar bajo el cumplimiento de la Ley de Prevención de Riesgos Laborales, e incluso tomar más precauciones de la exigidas para que el riesgo de accidente sea nulo.
Junto con estos requerimientos impuestos por el sistema actual, el empresario intentará incrementar la productividad de su empresa, para así obtener mayores beneficios; esto supone aumentar la producción y al mismo tiempo minimizar los recursos utilizados.
Conseguir todo esto es relativamente fácil, creando modernas infraestructuras debidamente acondicionadas, que además requieren la contratación de mano de obra especializada. Sin lugar a dudas no todas las empresas pueden afrontar esto, y aunque pudiesen, en algunos casos saldría más rentable acondicionar los medios existentes, para cumplir lo citado inicialmente.
Un ejemplo muy significativo es el que se expone a continuación, que consiste en la automatización y mejora de una máquina para envasar bolsas de leche.
Aunque hoy en día se utiliza más el brick (o los conocidos tetra pack), por asegurar una mejor conservación del producto, junto con una mayor esterilidad durante un período de tiempo más largo; todavía es necesario el uso de este formato llamado de bolsas del día, dirigido principalmente a personas que siempre han usado este tipo de envase, y a negocios de hostelería, asegurando así estos últimos al consumidor, que se está utilizando leche fresca. Esta porción de la población representa una parte importante en las ventas por lo que no se puede desabastecer drásticamente esta clientela. Por tanto se intenta adaptar la máquina que nos ocupa a las nuevas tendencias citadas anteriormente, en donde se sustituyen algunos de los elementos mecánicos por componentes electroneumáticos, que junto con los que se aprovechan del sistema antiguo, son controlados utilizando un autómata programable.
La elección de este dispositivo de control frente a otras posibles se debe a que un sistema basado en esta herramienta ofrece las siguientes características:
- – Economía
- – Robustez
- – Flexibilidad
- – Fácil de reprogramar en posteriores modificaciones
En la actualidad estos aparatos también denominados PLC (Programable Logic Control) o API (Autómata Programable Industrial) mejoraron sus prestaciones iniciales a base de un juego de instrucciones más potentes, la velocidad de respuesta es mucho mayor, están dotados de una buena capacidad de comunicación que junto a su robustez y facilidad de interconexión al proceso, han potenciado su aplicación masiva en el control industrial. La tendencia actual es dotarlo de funciones especificas de control y de canales de comunicación para que puedan conectarse entre sí y a los propios ordenadores.
Se explican a continuación los elementos más significativos que conforman la máquina, y a los que se deben las acciones que en ella tienen lugar, antes de llevarse a cabo la automatización.
Existe un motor trifásico (figura 1), que gira a velocidad constante sin parar, mientras la máquina está en funcionamiento. Acoplado a éste, tenemos un motorreductor, que consta de un piñón, unido al eje donde se encuentran las levas, por medio de una cadena denominada de arrastre. Dos de las levas son las encargadas de mover la prensa horizontal, y la vertical. Actúan sobre la mordaza abriéndola o cerrándola, en el momento adecuado. El electrodo que va en la prensa no es controlado por la leva, sino que existe un circuito destinado a tal fin.

La bolsa de leche se llena a través de dos válvulas (la del tanque y la de la salida hacia el envase), que son controladas por dos levas más acopladas al motor, cuyas dimensiones determinan la cantidad de leche con que se llena la bolsa.
Otra leva denominada «de desenrrollamiento» acciona un conjunto de rodillos que tiene como finalidad arrastrar la vaina, a la vez que va siendo soldada tanto vertical como horizontalmente.
El funcionamiento de la lámpara UV (figura 2) es continuo y sin control. Los electrodos de las prensas llevan un circuito propio e independiente al funcionamiento de las levas. El proceso de limpieza es completamente manual, abriendo las válvulas manualmente, y haciendo así pasar las distintas soluciones un tiempo determinado.
Etapas del proceso
Los elementos antes mencionados, junto con las funciones que desempeñan, realizan un proceso que se puede estructurar en tres etapas bien diferenciadas que son las siguientes:
1) Conformación de la bolsa.
2) Inyección o llenado.
3) Limpieza, aún no siendo una acción implícita para obtener el producto, es obligatoria para el mantenimiento de la máquina y asegurar que la leche vaya en perfecto estado.
Etapa de conformación
La construcción del envase es consecuencia de los siguientes pasos:
- –Se utiliza una bobina de película termo-soldable (figura 3) en la parte inferior de la máquina con la cual se va a fabricar el recipiente.
- –El material pasa por delante de una luz ultravioleta (figura 2) para asegurar la muerte de bacterias, y así lograr que el producto sea lo más aséptico posible.
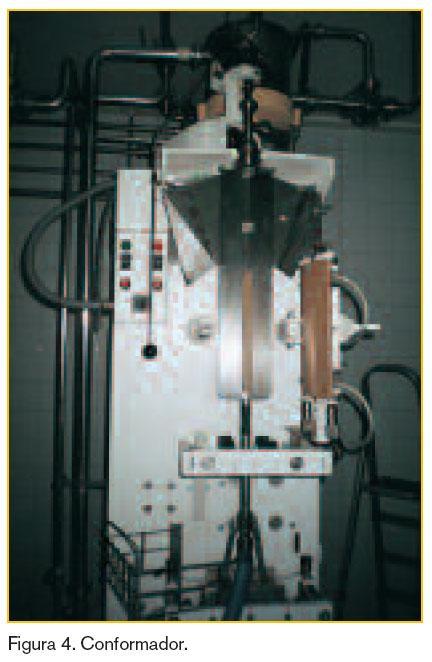
- – A continuación discurre por un conformador (figura 4) que se encarga de dar forma cilíndrica a la película de material termo-soldable.
- –La estructura precedente es desplazada por los rodillos. Finalizado el arrastre actúa la prensa vertical para el sellado, al mismo tiempo lo hace el fechador imprimiendo la fecha de caducidad a cada bolsa.
- –Finalizadas estas dos tareas simultáneas se vuelve a producir el movimiento de la estructura ya construida de la bolsa. Seguidamente es activada por primera vez la prensa horizontal cerrando la parte inferior.
- –Después se llena la bolsa de leche. Terminada esta fase se produce de nuevo el arrastre de la estructura formada, actuando la prensa horizontal para sellar la parte superior de la bolsa y producir el corte, dejándola caer hacia un contenedor o caja de almacenamiento.

Etapa de llenado o inyección
Este sistema está compuesto esencialmente por:
- –Un depósito de aproximadamente 100 litros, de nivel constante, situado en la parte superior de la máquina, éste es abastecido por otro colocado encima, que a su vez se llena desde el pasteurizador.
- –Un tubo de llenado sale del depósito, y por él va a circular la leche hasta el saquito una vez formado éste, antes del sellado superior y último.
- –Una válvula de llenado situada en la extremidad del tubo anterior e inmediatamente por encima de la mandíbula de la prensa horizontal. Como esta válvula existe otra de idénticas características que controla el paso de leche del depósito superior a la máquina.
- –Dos brazos mediante un resorte mantienen la separación del tubo y su conducción durante el desenrrollamiento y el llenado.
La etapa de limpieza
Consiste en hacer circular las diferentes soluciones partiendo del tanque, del mismo modo que se hace circular la leche.
Se harán pasar tres soluciones con unos tiempos determinados pero no críticos por el lugar que pasó la leche, estas soluciones son aplicadas de la siguiente forma:
- – Primero agua durante diez minutos.
- – A continuación un lavado alcalino durante cuarenta minutos seguido de un aclarado de agua durante otros diez minutos.
- – Posteriormente un lavado ácido de cuarenta minutos seguido de un aclarado de agua de diez minutos.
- – En último lugar hay que hacer circular una solución de desinfectante sin recircular, es decir, entra por el tanque y sale por la parte final del circuito de llenado sin retornar al punto de partida.
La finalidad del paso de dichos fluidos es el de conseguir que el producto a envasar alcance el mayor nivel aséptico posible.
Está formado por un total de ocho válvulas que controlan la circulación de dichas soluciones por el circuito.
La automatización y nuevo modo de acción
La automatización llevada a cabo aporta las siguientes modificaciones :
La prensa horizontal y vertical formadas por mordazas y controladas por levas se sustituyen por cilindros neumáticos de doble efecto (figura 5 y figura 6). En la cabeza de los cilindros se sitúa el electrodo que sella y corta las bolsas, éste sigue gobernado por el circuito independiente (no así el tiempo que el vástago del cilindro está fuera). Estos cilindros tienen la característica principal de tener juntas que resisten altas temperaturas y por tanto no necesitan refrigeración, lo cual era necesario para la mordaza antigua, que requería un total de 100 litros hora de agua para mantener la temperatura.
El fechador consiste en un cilindro de simple efecto (figura 7) que actúa al tiempo que la prensa vertical y que pone la fecha de caducidad a cada bolsa.

El paso del fluido del tanque superior, al tanque de la propia máquina y de éste al tubo de llenado se hace por medio de dos electroválvulas todo o nada.
Se mide el nivel del tanque por medio de un transductor, cuya salida no necesita ser acondicionada para el PLC.
Las válvulas del circuito de limpieza también son todo o nada. Son ocho en total controladas por el PLC que regulan el paso de las soluciones en cada momento y por el orden establecido previamente.
Obviamente esto está gobernado por un autómata programable, sustituyendo al sistema formado anteriormente por levas, motor trifásico, etc.
Para el arrastre de la bobina de material termo-soldable se utiliza un motor paso a paso, en cuyo eje se acoplan los rodillos de arrastre. Este motor es unipolar y tetrafásico, que debidamente acondicionado, es gobernado por el PLC. Se opta por esta alternativa por las buenas prestaciones en cuanto a precisión y control se refiere.
El programa
Sigue una estructura Grafcet (figura 8) como la indicada. Básicamente hay dos partes bien diferenciadas. Una donde se realiza la lógica de control y otra donde se manipulan los elementos físicos.
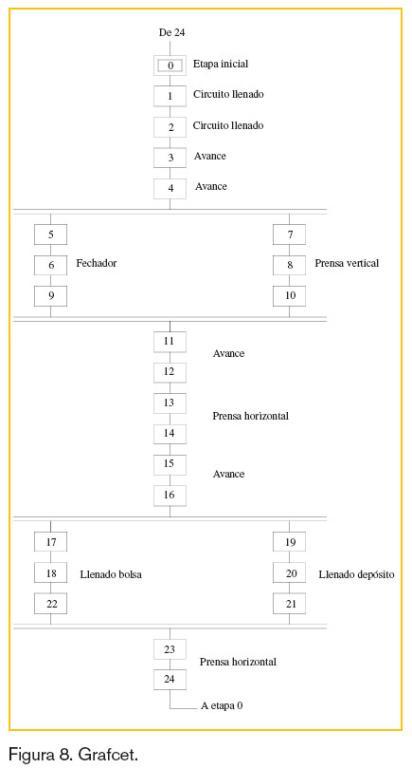
La etapa de limpieza, no viene reflejada en el Grafect, por emplear una subrutina destinada a tal fin, la realización de la misma consiste en las acciones mencionadas, que se van sucediendo correlativamente.
Resumen
La industria actual está sometida constantemente a cambios debido a factores de distinta índole, que en ciertos casos son de gran envergadura, y afrontarlos supone fuertes inversiones por parte de las empresas. En el presente artículo se expone una alternativa de mejora muy utilizada actualmente, que consiste en el acondicionamiento de las infraestructuras existentes ayudándonos de técnicas actuales, que vienen a mejorar las precedentes. Esta alternativa es bien recibida, en especial por las pymes, cuya disponibilidad de capital en muchas ocasiones es limitada. Se describe además un ejemplo llevado a cabo de una automatización de una máquina envasadora de leche de pequeña producción.
Conclusiones
La mayor ventaja que supone la aplicación de este proyecto es el considerable aumento de producción. De una cantidad estimada en las mil bolsas hora de un litro en la producción, se pasa a algo más de un tercio de las mismas, es decir, aumentamos un tercio la producción o en caso de no ser necesario o posible ahorramos un tercio de tiempo en el envase del producto. Esto repercute claramente en un ahorro de tiempo, que tiene como consecuencia un aumento del beneficio.
En el mantenimiento de la máquina se producirá un ahorro importante, tanto en la mano de obra del operario de mantenimiento, que no necesita estar una hora y media de trabajo por día de uso de la máquina, como por la necesidad de una persona encargada de estar controlando los tiempos de paso de las soluciones del circuito de limpieza y cambiando las válvulas para que discurran unas u otras. En el material necesario para el mantenimiento de la máquina también se ahorra en grasas, aceites y productos para la limpieza.
Si se quiere cambiar la capacidad de los envases esto supone una nueva longitud de la bolsa. Todo ello nos obligaba a modificar las levas que gobernaban las prensas y las válvulas de llenado, este trabajo era realizado por un técnico de mantenimiento. Tras la automatización existe una botonera (figura 9) donde se puede escoger entre dos cantidades a envasar, previamente programadas, haciendo que los elementos que for-man el proceso de envasado actúen con otros tiempos y otra velocidad, consiguiendo que la bolsa final sea del tamaño deseado.

Tendremos por otra parte, una mayor calidad en el envase, pues los elementos empleados son mucho más precisos y seguros.
Se produce una mayor higiene debido a la sustitución de partes mecánicas donde es necesario un constante engrase o uso de aceites precocinados que con el menor descuido mancharán y ensuciarán todo aquello con lo que está en contacto. Estas grasas y aceites siempre suponen una pequeña perturbación al medio ambiente.
También en relación con el medioambiente existe un ahorro de 100 litros hora de agua mientras funciona la máquina, que es la cantidad que está circulando para enfriar las prensas y sin ser recirculada.
Aceites y zonas mecánicas junto con plásticos pueden dar lugar a incendios. Los líquidos que se tratan en este caso son buenos conductores de corriente eléctrica con el correspondiente peligro de que se den descargas. Con los componentes neumáticos instalados esto no ocurre.
Con respecto a la seguridad al manipular la máquina, existen varias acciones a tener en cuenta como son: la señalización en la misma con pegatinas que indicadoras de posibles peligros advirtiendo así al personal, la instalación de unas rejillas que deben estar cerradas en la prensa vertical y horizontal, para no poder introducir las manos o brazos en ella con la consecuente situación de peligro. La máquina no funciona si éstas no se encuentran cerradas. También existe una seta de seguridad para parar por completo la máquina y evitar cualquier situación anormal en su funcionamiento. Al pararse la máquina, ésta toma su posición de reposo, es decir con las prensas abiertas para poder quitar todo aquello que se haya podido introducir en esta zona. También retorna a dicha posición en caso de que se rompa la vaina. Son situaciones anormales e imprevistas por las cuales se para la máquina llevándola a continuación a su estado normal.