


Diseño de una metodología para la identificación y valoración de los puntos críticos de seguridad en líneas de fabricación
RESUMEN
La seguridad industrial es un requerimiento legal que cualquier empresa debe ofrecer a sus trabajadores para evitar posibles accidentes, derivados de un fallo de la máquina o incluso de un posible error de juicio a la hora de realizar una tarea. Por tanto, es necesario detectar e identificar los puntos en los que una línea de fabricación puede generar un accidente, teniendo en cuenta una serie de factores para su selección, y destacando, entre otros, la repercusión que puede tener el posible accidente sobre el trabajador (grave-dad), la frecuencia con la que puede ocurrir y el grado de protección con respecto al riesgo. Para una fábrica del sector de la alimentación se ha diseñado y aplicado una metodología basada en identificar todos los posibles riesgos (modos de fallo) que puede haber en cada máquina para, posteriormente, utilizando una serie de criterios numéricos, cuantificar su criticidad, poder discriminar numéricamente a la hora de priorizar y acometer acciones que erradiquen o controlen el riesgo. Esta metodología ha permitido centrar los esfuerzos de la organización en un menor número de riesgos, dado que si se tienen bajo control estos aspectos, se reduce la probabilidad y consecuencias de un posible accidente.
Palabras clave
Seguridad laboral, riesgos laborales, industria agroalimentaria, análisis modal de fallos y efectos, AMFE
ABSTRACT
Industrial safety is a legal requirement which any company must offer its employees in order to prevent possible accidents arising from a machine malfunction or, even, from a possible error of judgement at the moment of performing a task. For this reason, it is necessary to detect and identify the points on a production line where an accident could occur, taking into account a series of factors, especially the possible seriousness of the effects of the accident on the employee, the frequency with which such accidents may occur, and the level of protection against this risk. A methodology has been designed and implemented for the food manufacturing industry based on the identification of all possible risks (failure modes) which could occur in each piece of machinery, in order to quantify, using a series of numerical criteria, the criticality, allowing a numerical distinction to be made when prioritizing or undertaking actions to eradicate or control risks. This methodology has allowed organizational efforts to be concentrated on fewer risks, given that, if these aspects are under control, the probability and the consequences of a possible accident are reduced.
Keywords
Occupational safety, health and safety at work, agri-business, failure mode and effect analysis, FMEA
La seguridad en el ámbito laboral actual y, más concretamente, en el sector industrial, ha cobrado una importancia vital en los últimos tiempos. Las empresas y los trabajadores están cada vez más concienciados en torno a la seguridad y salud en el trabajo, de manera que se tiende a intentar minimizar cualquier riesgo que pueda haber en los puestos de trabajo. Tanto desde la Administración como desde los sindicatos se están tomando muchas medidas para llevar a cabo esta tarea, tales como subvenciones, campañas de sensibilización, guías, cursos, etcétera. También se ha endurecido y formalizado mucho la legislación hasta llegar a ser un asunto primordial en el entorno empresarial.
Básicamente, y a modo resumido, la normativa laboral vigente en España está delimitada principalmente por lo que disponen la Constitución española, el Estatuto de los Trabajadores y la Ley 31/1995, de 8 de noviembre de Prevención de Riesgos Laborales y su modificación (Ley 54/2003) y los reales decretos, leyes y demás normas jurídicas que los desarrollan o los modifican.
Actualmente, se busca optimizar el trabajo y, como efecto colateral, se reduce el riesgo. Se ha pasado de un entorno menos apropiado, en el que existían muchos más peligros y sobre los que se dedicaban menos esfuerzos a una situación de trabajo más cercana a la ideal en lo que a seguridad se refiere. Además, tanto las empresas, dedicando grandes esfuerzos en cuestión de tiempo y dinero, como los trabajadores, colaborando muy activamente con los encargados de seguridad, están muy concienciados y dispuestos a mejorar en este ámbito que siempre ha sido tan importante, pero que nunca antes había gozado de tanta atención como la que acapara desde hace unos años. Y la razón es que la seguridad de los trabajadores constituye una componente muy crítica para la supervivencia de las organizaciones, y esta variable forma parte indiscutible de la responsabilidad social empresarial.
A continuación, se expone una herramienta desarrollada en el proyecto de fin de carrera Metodología para la identificación y cuantificación de puntos críticos de seguridad en líneas de fabricación. Esta herramienta se realizó para una fábrica del sector de la alimentación, pero es universal y se puede aplicar en cualquier entorno que precise conocer cuáles son los principales riesgos para poder tenerlos bajo control.
Bases teóricas de la metodología utilizada
La forma de poder identificar y discriminar la importancia de los riesgos que afectan a un trabajador, asociados a una condición peligrosa1 (CP), es fundamento de la metodología planteada en este artículo. También se valora la consciencia del riesgo por parte del trabajador, aspecto que le lleva a cometer actos peligrosos (AP)2 en función del grado de sensibilidad ante un determinado riesgo.
Para el desarrollo de la metodología, se recurre a herramientas de análisis y preventivas tradicionalmente utilizadas para la estratificación de problemas y análisis de las causas y consecuencias que podía originar un fallo de calidad en un producto, en el control y aseguramiento de la calidad.
La principal técnica en la que se apoya nuestra metodología, el análisis modal de fallos y efectos (AMFE), es modificada para adaptarla al ámbito de aplicación y, además, se tienen en cuenta las opiniones de los operarios de línea a la hora de ponderar cada riesgo identificado.
Herramientas en las que se apoya la metodología desarrollada
Tal como ya se ha adelantado, la metodología desarrollada tiene su punto de partida en herramientas muy utilizadas dentro del campo de la calidad en la década de 1960. Estas herramientas son:
Diagrama de Pareto
El diagrama de Pareto, nombre en honor al economista V. Pareto (1848-1923), es una gráfica en la que se organizan diversas clasificaciones de datos por orden descendente, de izquierda a derecha mediante barras sencillas, de modo que se pueda asignar un orden de prioridades.
El Dr. Juran aplicó este concepto a la calidad, y se obtuvo lo que hoy se conoce como la regla 80/20. Si se tiene un problema con muchas causas, podemos decir que resolviendo el 20% de estas se resuelve el 80% del problema. Estos porcentajes no tienen por qué ser exactos; se trata, simplemente, de impulsar la idea de que encontrando los esfuerzos de mejora en los pocos factores importantes, se obtienen resultados más eficaces.
Usando el diagrama de Pareto se pueden detectar los problemas que tienen más relevancia mediante la aplicación del principio de Pareto (pocos vitales, muchos triviales).
Para realizar su aplicación se siguen los siguientes pasos:
– Seleccionar categorías lógicas para el tópico de análisis identificado (incluir el periodo de tiempo).
– Reunir datos.
– Ordenar los datos de la mayor categoría a la menor.
– Totalizar los datos para todas las categorías.
– Calcular el porcentaje del total que cada categoría representa.
– Trazar los ejes horizontales (x) y verticales (y primaria –y secundaria).
– Trazar la escala del eje vertical izquierdo para frecuencia (de 0 al total, según se calculó anteriormente), de izquierda a derecha trazar las barras para cada categoría en orden descendente. Si existe una categoría Otros, debe ser colocada al final, sin importar su valor. Es decir, que no debe tenerse en cuenta en el momento de ordenar de mayor a menor la frecuencia de las categorías.
– Trazar la escala del eje vertical derecho para el porcentaje acumulativo, comenzando por el 0 y llegando hasta el 100%.
– Trazar el gráfico lineal para el porcentaje acumulado, comenzando en la parte superior de la barra de la primera categoría (la más alta).
– Analizar la gráfica.
Análisis modal de fallos y efectos (AMFE)
El AMFE fue aplicado por vez primera por la industria aerospacial en la década de 1960, e incluso recibió una especificación en la norma militar americana MIL-STD16291 titulada Procedimientos para la Realización de Análisis de Modo de Fallo, Efectos y Criticidad. En la década de 1970 lo empezó a utilizar Ford y, más tarde, se extendió al resto de fabricantes de automóviles. En la actualidad, es un método básico de análisis en el sector del automóvil que se ha extrapolado satisfactoriamente a otros sectores. Este método también puede recogerse con la denominación de AMFEC (análisis modal de fallos, efectos y su criticidad), al introducir de manera remarcable y más precisa la especial gravedad de las consecuencias de los fallos.
El principal interés del AMFE es el de destacar los puntos críticos con el fin de eliminarlos o establecer un sistema preventivo (medidas correctoras) para evitar su aparición o minimizar sus consecuencias, con lo que se puede convertir en un riguroso procedimiento de detección de defectos potenciales, si se emplea de manera sistemática.
Es aplicable al producto y al proceso productivo, centrando el enfoque en aquello que queremos prevenir antes de que suceda, analizando las posibles causas y consecuencias para poder dar una solución antes de que se produzca el problema.
La seguridad en el funcionamiento de un producto es una variable que tiene en cuenta el método, pero no analiza la seguridad del proceso. Hablamos de seguridad de funcionamiento como concepto integrador, ya que, además de la fiabilidad de respuesta a sus funciones básicas, se incluye la conservación, la disponibilidad y la seguridad ante posibles riesgos de daños tanto en condiciones normales en el régimen de funcionamiento como ocasionales. Al analizar tal seguridad de funcionamiento de un producto/proceso, aparte de los mismos, se habrá de detectar los diferentes modos o maneras de producirse los fallos previsibles con su detectabilidad (facilidad de detección), su frecuencia y gravedad o severidad y que se definen a continuación.
– Detectabilidad (D). Este concepto es esencial en el AMFE, aunque es novedoso en los sistemas simplificados de evaluación de riesgos de accidente. Si durante el proceso se produce un fallo o cualquier output defectuoso, se trata de averiguar cuán probable es que no lo detectemos, y que pase a etapas posteriores, generando los consiguientes problemas y llegando en último término a afectar al cliente o usuario final. Cuanto más difícil sea detectar el fallo existente y más se tarde en localizar, más importantes pueden ser las consecuencias del mismo.
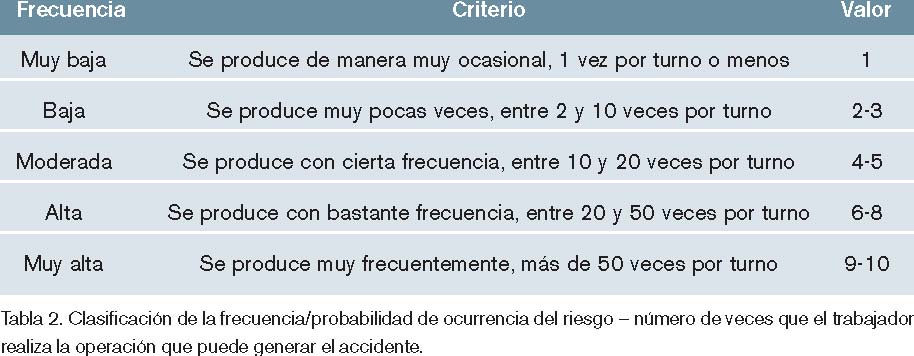
– Frecuencia (F). Mide la repetitividad potencial u ocurrencia de un determinado fallo; es lo que en términos de fiabilidad o de prevención llamamos la probabilidad de aparición del fallo.
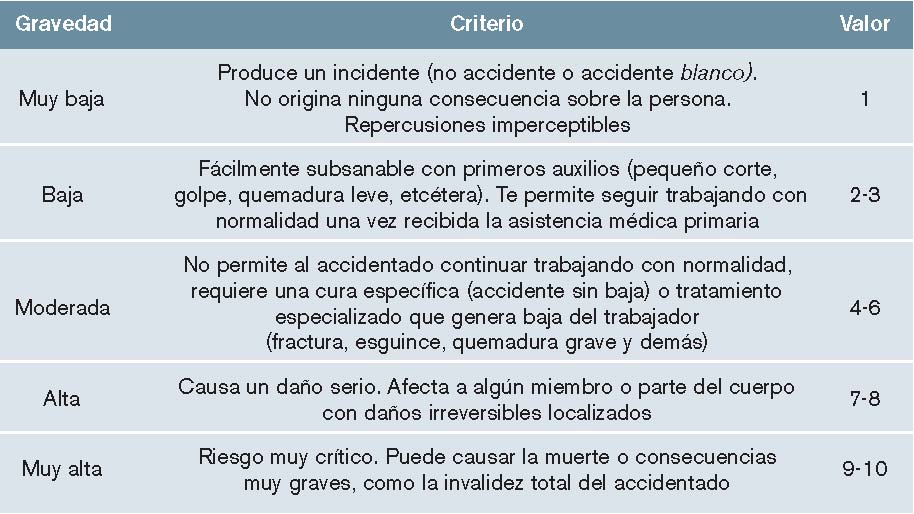
– Gravedad (G). Mide el daño normalmente esperado que produce el fallo en cuestión, según la percepción del cliente o usuario. También cabe considerar el daño máximo esperado, que iría asociado también a su probabilidad de generación.
– Índice de prioridad de riesgo (IPR). Está basado en los mismos fundamentos que el método histórico de evaluación matemática de riesgos de FINE, si bien el índice de prioridad del AMFE incorpora el factor detectabilidad. Por tanto, tal índice es el producto de la frecuencia por la gravedad y por la detectabilidad, y tales factores son traducibles a un código numérico adimensional que permite priorizar la urgencia de la intervención, así como el orden de las acciones correctoras. Por tanto, debe ser calculado para todas las causas de fallo.
IPR = D·F·G
Según el resultado del IPR, podemos saber si hay que realizar acciones sobre él dada su magnitud, y se pueden comparar entre sí los diferentes aspectos analizados para hacer una clasificación por importancia.
Diagrama de causa-efecto o de Ishikawa
El diagrama de causa-efecto es una forma de organizar y representar las diferentes teorías propuestas sobre las causas de un problema. Se conoce también como diagrama de Ishikawa por su creador, el Dr. Kaoru Ishikawa, en 1943.
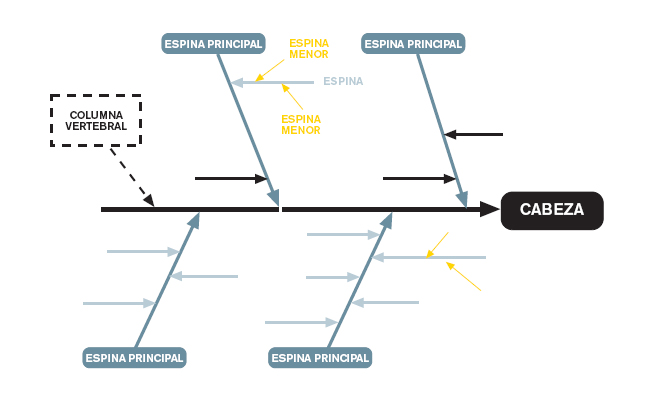
El diagrama de Ishikawa ayuda a representar las causas del problema que se estudia y a analizarlas. También es conocido como «espina de pescado» por la forma en que se van colocando cada una de las causas o razones que originan un problema. Tiene la ventaja de que permite visualizar de una manera muy rápida y clara la relación que tiene cada una de las causas con las demás razones que inciden en el origen del problema. En ciertas ocasiones son causas independientes y en otras, existe una íntima relación entre ellas y pueden estar actuando en cadena.
La mejor manera de identificar problemas es a través de la participación de todos los miembros del equipo de trabajo y lograr que todos los participantes vayan enunciando sus sugerencias. Los conceptos que expresen las personas se irán colocando en diversos lugares. El resultado obtenido será un diagrama en forma de espina de Ishikawa (figura 1). En él se incluyen los siguientes elementos:
– El problema principal que se desea analizar, el cual se coloca en el extremo derecho del diagrama. Se aconseja encerrarlo en un rectángulo para visualizarlo con facilidad.
– Las causas principales que, a nuestro entender, han originado el problema.
– Gráficamente, está constituida por un eje central horizontal que es conocido como línea principal o espina central. Posee varias flechas inclinadas que se extienden hasta el eje central, al cual llegan desde su parte inferior y superior, según el lugar donde se haya colocado el problema que se esté analizando o descomponiendo en sus propias causas o razones. Cada una de ellas representa un grupo de causas que inciden en la existencia del problema. Y todas estas flechas, a su vez, son tocadas por flechas de menor tamaño que representan las causas secundarias de cada causa o grupo de causas del problema.
En nuestro caso, el diagrama es una herramienta complementaria que utilizar en aquellos casos en que se necesite un análisis detallado de las diferentes causas que pueden originar un accidente o incidente laboral, y es para este grado de detalle cuando lo utilizaremos.
Cuestionarios de campo
Son una serie de preguntas preparadas en una plantilla de campo que sirven para sacar información de un aspecto o aspectos concretos que se están estudiando. Su formato, estructura y aplicación es muy variada y constituye una herramienta versátil para recoger la información que uno busca y de forma ordenada en la línea de producción. Se van a utilizar, en nuestro caso, para rectificar o ratificar la evaluación realizada a través del AMFE.
Adaptación del AMFE al propósito y campo de aplicación
El método AMFE cuenta con una gran ventaja y es que se puede adaptar a la situación concreta a la que se desea aplicar. Para el caso que nos ocupa, que consiste en valorar la gravedad de un riesgo presente en una máquina o entorno de una línea de fabricación, se ha desarrollado un AMFE acorde con nuestras necesidades, basado en el AMFE sobre la seguridad en el funcionamiento de un producto.
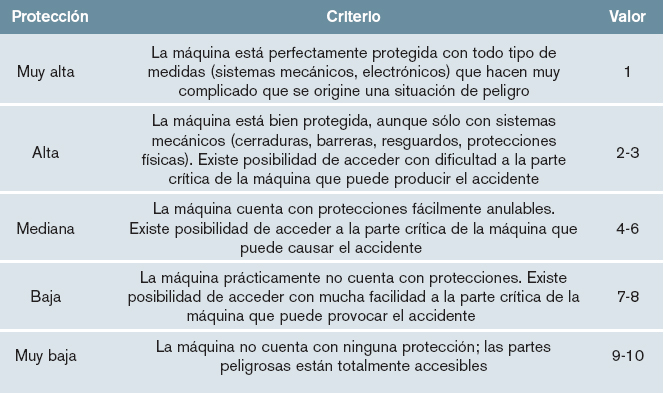
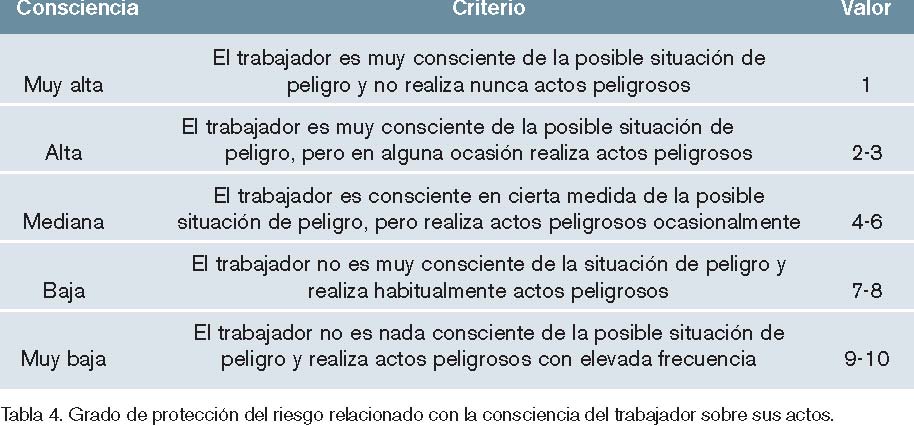
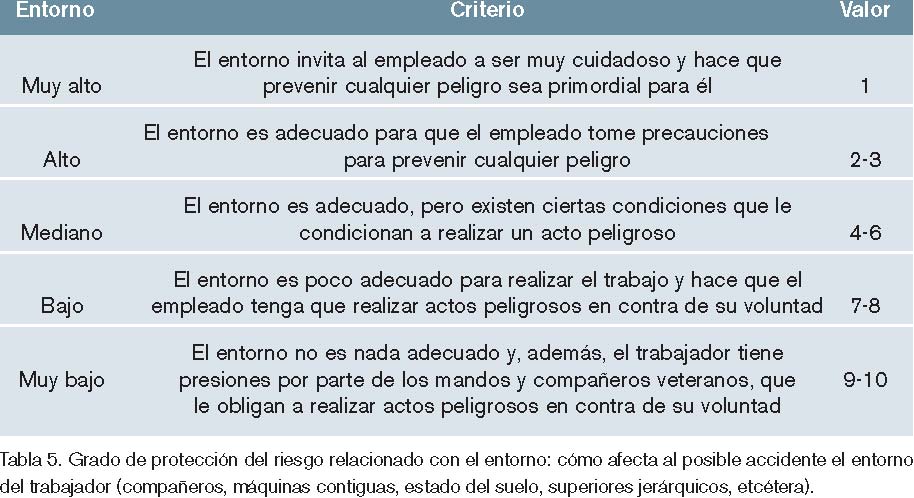
Para este fin se han diseñado cinco tablas: la primera, relativa a la gravedad del modo de fallo; la segunda, a la probabilidad o frecuencia de ocurrencia, y la tercera, cuarta y quinta, al grado de protección del riesgo relacionado con las medidas de seguridad de la máquina, con el grado de consciencia de los actos del trabajador y con el entorno, respectivamente.
Para esta modificación, el IPR se calcula de la siguiente forma:
IPR = Gravedad•Frecuencia•(Protección+Consciencia+Entorno)3
Para tener éxito en la aplicación de esta herramienta preventiva es necesario tener en cuenta los siguientes pasos antes de empezar:
– Disponer de un esquema gráfico del proceso productivo (lay-out).
– Seleccionar procesos/operaciones clave para lograr los resultados esperados.
– Crear grupo de trabajo conocedor del proceso. Los miembros del grupo deben conocer la aplicación de técnicas básicas de análisis de fallos y del AMFE.
– Recabar información sobre funciones de servicio requeridas, exigencias de seguridad y salud y datos históricos sobre incidentes y anomalías generadas.
– Información sobre prestaciones y fiabilidad de elementos clave del proceso.
– Planificar la realización del AMFE, conducido por persona conocedora de la metodología.
– Aplicar técnicas básicas de análisis de fallos. El diagrama de Ishikawa es esencial.
– Cumplimentar el formulario del AMFE, asegurando la fiabilidad de datos y respuestas por consenso.
– Reflexionar sobre los resultados obtenidos y emitir conclusiones sobre las intervenciones de mejora requeridas.
– Planificar las correspondientes acciones de mejora.
Tabla 1. Clasificación de la gravedad del modo fallo según la repercusión al trabajador.
Desarrollo y aplicación de la metodología
En este apartado se desarrolla la metodología, explicando cada una de las seis fases que hay que seguir para conseguir que los trabajadores conozcan los puntos críticos de seguridad (PCS) de la línea de fabrica[ción y actúen en consecuencia cuando lo vean reflejado de esta forma en el terreno.
Fase 1: selección de las líneas de fabricación utilizando el diagrama de Pareto
El primer paso es conocer cuáles son las primeras líneas de la fábrica o secciones susceptibles de servir como líneas piloto para comenzar a aplicar la metodología. Para ello, se recopilan los accidentes e incidentes de los últimos tres años, se segmentan por zona de estudio y se representan en un diagrama de Pareto. De esta forma, se separan aquellas zonas de estudio que acumulan el 80% de los accidentes, que serán aproximadamente el 20% de las líneas estudiadas.
Fase 2: estudio y conocimiento de la línea de fabricación
Una vez que se han elegido las líneas de fabricación o zonas de estudio, se recopila documentación de las diferentes máquinas que la componen y se realiza un flowchart o diagrama de bloques de la línea para entender la secuencia de las operaciones. Además, se extraen las características técnicas de los equipos para tener un mayor conocimiento de sus sistemas de seguridad, elementos de riesgo, funcionamiento, etcétera.
Este conocimiento se complementa con la información in situ brindada por los técnicos de mantenimiento de la empresa y los responsables de producción, para conocer detalladamente las operaciones que se realizan cuando la máquina está en marcha.
Fase 3: identificación y cuantificación de los riesgos
Cuando ya se conoce la línea, se identifican los posibles riesgos que pueden darse en cada máquina y en el entorno durante el trabajo habitual productivo. Esta fase debe estar sistematizada, es decir, se debe disponer de un listado de riesgos3 con todos los sucesos que pueden existir globalmente, para ir determinando de forma más concreta si puede ocurrir dicho riesgo.
Una vez que se determine su existencia, se valorará su prioridad teniendo en cuenta el escenario de un posible accidente. Para ello, se utilizará la metodología del AMFE modificado, valorando los cinco aspectos y calculando el IPR para cada uno. Conviene que esta etapa no la realice una única persona, dado que la subjetividad en la valoración puede contribuir negativamente al proceso. Además, usando la herramienta de los cuestionarios, se pregunta a los operarios -que son los que conocen bien el día a día y realizan las operaciones- para matizar la valoración hecha dado que inicialmente un riesgo puede haberse puntuado muy por encima o por debajo de la realidad.
Fase 4: selección de los principales riesgos
Cuando ya se ha calculado el IPR para la situación de cada máquina, se ordenan y se seleccionan los más importantes para cada línea (los de mayor puntuación para el IPR). Además, en determinados casos en los que la complejidad es elevada y se puede concluir que la presencia o ausencia de un riesgo interfiere en otros, se puede desplegar el diagrama de Ishikawa para conocer las relaciones y saber, de esta forma, el origen principal del posible accidente o incidente.
No interesa elegir demasiados riesgos por línea ya que el trabajo perdería eficacia. Tras analizar la discriminación por Pareto, vemos que los resultados no son satisfactorios, pues existen muchos riesgos y la gran mayoría con una puntuación similar en la zona central. Por tanto, para realizar la selección se lleva a cabo una discriminación aproximada del 10% del total de riesgos de la línea.
Fase 5: elaboración de las guías de línea
Posteriormente, con los principales riesgos de cada línea se elabora una guía visual en la que se indica con fotografías lo correcto e incorrecto a la hora de trabajar. Se persigue que en pocas páginas y de manera muy gráfica el trabajador detecte las principales situaciones de riesgo y sepa cómo actuar de antemano.
Fase 6: señalización en línea y formación a los trabajadores
Como última etapa, y colofón a todo el trabajo realizado, se identificará la existencia del riesgo físicamente en la línea de fabricación con un cartel que indique «PCS» y describa el riesgo que existe y cómo se debe ejecutar. En paralelo, se distribuyen las guías elaboradas y se forma a las personas para que conozcan las buenas prácticas de seguridad que deben llevar a cabo para evitar que suceda el accidente grave realizando dicha tarea.
Auditoría y seguimiento
Una vez implantado el proyecto y cuando los operarios conocen cómo deben realizar correctamente su trabajo, se comprueba en el campo que se ejecuta mediante visitas a línea. Esta etapa es crucial para hacer sostenida la disciplina y conseguir que las recomendaciones de la etapa de formación se ejecuten correctamente en el día a día de la actividad.
Conclusiones
Esta metodología no trata por sí sola de reducir los accidentes, sino de poder sistematizar la identificación visual de los riesgos para tenerlos bajo control de forma preventiva. Complementa el resto de herramientas con las que cuente la empresa en este campo como la evaluación de riesgos, las visitas de seguridad, las inspecciones de las zonas de trabajo, formación e información de riesgos, etcétera.
El poder identificar, formar y auditar a los trabajadores sobre los principales riesgos de su trabajo contribuye positivamente a la reducción de accidentes en las situaciones y líneas de fabricación estudiadas. Por tanto, poco a poco debe extenderse a todas las líneas de manera paulatina el análisis completo.
Notas
1. Condición peligrosa (CP): situación de riesgo en la que el origen principal está ligado al entorno físico productivo (máquina, condiciones ambientales, proceso de trabajo, etcétera) y la causa raíz de un posible accidente no está relacionada directamente con la actitud que tome un trabajador a la hora de realizar su trabajo.
2. Acto peligroso (AP): comportamiento de un trabajador durante la realización de una tarea que resulta inseguro y es ejecutado de esta manera por complacencia, para «ganar tiempo», por desconocimiento, etcétera. Esta es la fuente principal de los accidentes laborales, dado que en alrededor del 90% de ellos es su principal causa o una de las mismas.
3. Listado de riesgos: 1: caídas de personas del mismo nivel, 2: caídas de personas de distinto nivel, 3: caída de carga, 4: desprendimiento de objetos, 5: pisadas sobre objetos, 6: choques por o contra objetos, 7: golpes, 8: cortes, 9: atrapamiento entre objetos, 10: sobreesfuerzos, 11: quemadura por fuente de calor, 12: quemadura por superficie caliente, 13: movimientos repetitivos, 14: riesgo químico y 15: riesgo biológico.
Bibliografía
Villa Sanz A. Herramientas para el desarrollo de la calidad. Ed. Mensajero. 2004.
Universidad de Valladolid. Documentación del Curso de Postgrado Especialista Universitario en Ingeniería de la Calidad. Departamento de Ingeniería Energética y Fluidomecánica. 2000.
Qualitas Hodie. Metodología y herramientas para la mejora continua y la resolución de problemas. 2000.
Editorial Lex Nova. Legislación en Materia de Prevención de Riesgos Laborales. 2008.
Fundación Iberoamericana para la Gestión de la Cali-dad. Diagrama de Pareto. 2008.
Ramírez J. Trabajo sobre las herramientas causaefecto. Monografias.com. 2008.
INSHT. NTP 679: Análisis modal de fallos y efectos. 2008.
Ballesteros García J, García Vílchez E y Pascual Ruano JA. Proyecto de fin de carrera Metodología para la identificación y cuantificación de puntos críticos de seguridad en líneas de fabricación. 2008.