


Definición de una metodología para una aplicación práctica del SMED
RESUMEN
El SMED (Single-Minute Exchange of Die, es decir, cambio de herramienta en un solo dígito de minutos) es una herramienta de mejora que permite reducir los tiempos de cambio de útiles de forma considerable, lo que se traduce en un aumento de flexibilidad, productividad y eficiencia. Sin embargo, la implantación de esta herramienta requiere un periodo de formación en el que se aprende a distinguir entre los diferentes tipos de operaciones, a tener la capacidad de transformar operaciones internas en externas y a resolver los problemas que esto plantea, etc.
Esta formación debe cumplir tres requisitos básicos para que las empresas la valoren de forma positiva: ha de ser económica, debe poder probarse e incluso implementarse en un corto periodo de tiempo que no condicione la respuesta al cliente y ha de aplicarse en la resolución de los problemas reales que surgen en las propias instalaciones.
Son, precisamente, estos condicionantes los que han motivado el desarrollo de la metodología de aplicación práctica de la herramienta SMED que aquí se propone. En concreto, este artículo presenta la metodología, describe brevemente cada una de las etapas que la componen y evalúa los resultados más importantes de su aplicación. Se trata de una metodología fácil de aplicar, que responde a las necesidades y condicionantes reales de las empresas, y en la que los empleados aprenden haciendo, ya que se pone como modelo de estudio una situación real.
Recibido: 2 de junio de 2011
Aceptado: 13 de enero de 2012
Palabras clave
SMED, formación, producción, productividad, mantenimiento
ABSTRACT
SMED is an improvement tool that reduces considerably the tool change time, resulting in an increase of flexibility and in an improvement of productivity and efficiency. However, to implement this tool a training period is necessary in which employee learn to distinguish the different types of operations, to have the ability to transform internal operations to external and to solve the problems it involves, etc.
This formation must meet three basic requirements in order to be positively valued by the companies: it must be economical, it must be easy to implement in a short period of time without making conditional the response to the client, and finally it must be practical, i.e., it must be applied in the resolution of the real problems that arise on the manufacturing facilities.
These determining factors have motivated the development of the methodology for a practical implementation of the SMED tool proposed here. In particular, this paper presents the methodology, briefly describes each one of its stages and evaluates the most important results of its application. It is an easy-to apply methodology that responds to the real needs and conditions of actual businesses, and in which the employees ‘learn by doing’ thanks to the study of a real situation.
Received: June 2, 2011
Accepted: January 13, 2012
Keywords
SMED, training, production, productivity, maintenance
El comportamiento de los mercados actuales está presidido por las exigencias de los clientes, que buscan satisfacer su demanda con productos cada vez más personalizados. En este contexto, cualquier empresa se ve en la obligación de fabricar lo que demanda el cliente justo en el momento oportuno, en la cantidad y calidad que precisa y a un precio competitivo. Se necesitan, por tanto, medios productivos suficientemente flexibles que permitan a las empresas responder a esta demanda con nuevos productos, o variaciones de los ya existentes, utilizando los recursos disponibles de un modo eficiente.
Esta filosofía constituye el principio de actuación de numerosos métodos avanzados de producción como son el Just in Time o fabricación Justo a Tiempo (Monden, 1988, 1996; Ohno, 1993; Bañegil, 1993), el Lean Manufacturing o Producción Ajustada-Esbelta (Womack, Jones y Roos, 1992; Womack y Jones, 2005; Cuatrecasas-Arbós, 2006, 2010; Rajadell-Carreras, 2010), y el World Class Manufacturing o Fabricación de Clase Mundial (Schonderber, 1991, 1996; Rubrich y Watson, 2004). Una de las herramientas básicas en todos estos métodos es el SMED o Single Minute Exchange of Die, desarrollada por Shigeo Shingo (1991, 2003).
El SMED es una herramienta de mejora sobradamente contrastada (Rey-Sacristán, 2009) que permite reducir los tiempos de cambio de útiles, contribuyendo así al aumento de la flexibilidad, a la reducción de despilfarros, a la mejora de la productividad, etc. (al lanzar series más pequeñas se logra reducir los tiempos de parada, el nivel de stock, el tiempo de flujo, el tiempo de respuesta, etcétera). Sin embargo, para implantar esta herramienta se necesita un periodo de formación en el que se aprenda a distinguir entre los diferentes tipos de operaciones, a tener la capacidad de transformar operaciones internas en externas y a resolver los problemas que esto plantea, entre otros aspectos.
La enseñanza del método SMED en las empresas generalmente se ve comprometida por una planificación previa que condiciona la asignación de los recursos necesarios. Además, debemos ser conscientes de que ante una nueva metodología o herramienta lo fácil suele ser comprender “qué es lo que hace”, “dónde se aplica” y “para qué se utiliza”, pero saber “cómo se aplica” es lo real-mente complicado. Por ello, cuando una compañía decide implantar el SMED a través de un autoaprendizaje interno el proceso suele ser bastante lento y nunca se está plenamente seguro de que se haya aplicado de forma correcta.
La otra opción consiste en contratar los servicios de un experto, por lo general externo, lo que habitualmente garantiza una correcta aplicación de la metodología y un rápido aprendizaje, aunque también precisa una mayor inversión que las empresas no siempre están dispuestas a realizar. Tampoco resulta fácil encontrar metodologías que se adapten a las necesidades particulares de cada empresa, ya que estas suelen estar subordinadas al criterio de quienes las aplican y también hay que tener presente que pertenecen al “saber hacer” (knowhow) de quienes las utilizan.
Es un hecho evidente que en la mayoría de las empresas existe la necesidad de reducir los tiempos de cambio de útiles sin incurrir en unos costes excesivos. Por ello, es preciso contar con una metodología en la que durante un breve periodo de tiempo de intervención se pueda realizar la ejecución del método SMED sobre un caso real. Desde la óptica del mundo profesional esta metodología ha de mostrar “cómo realizar” una correcta intervención teniendo presente que las empresas buscan cubrir la formación de su personal mediante una aplicación práctica en el taller, sobre el terreno. Solo de esta forma el personal de la empresa puede llegar a adquirir el suficiente dominio sobre la herramienta SMED como para asegurar una aplicación efectiva a nivel interno.
Siguiendo la “regla del 80/20” o ley de Pareto, hemos definido un procedimiento que pretende conseguir el 80% de la ganancia del SMED empleando para ello el 20% de los recursos que precisa la metodología original (los recursos esenciales) y, al mismo tiempo, contribuir a la formación del personal de la empresa de manera efectiva. Partiendo de esta idea, el presente documento describe la metodología y las etapas necesarias para llevar a cabo una rápida aplicación del cambio de utillaje-herramienta.
Métodología
La idea que subyace al método es sencilla: dado un cambio de utillaje, se configura un equipo de trabajo multidisciplinar que estudia el proceso para conseguir su optimización tanto desde el punto de vista técnico como económico. Esta metodología se lleva a cabo en un periodo de tiempo muy breve, en concreto cuatro días de trabajo, lo que la convierte en una herramienta muy rentable para las empresas, ya que pueden replicarla fácilmente en otras máquinas y útiles.
El método se apoya en el conocimiento que tienen los operarios y en la capacidad del coordinador para liderar el equipo en la utilización de los mecanismos o herramientas propias del SMED. Dicho coordinador necesita poseer competencias propias de un ingeniero industrial o de organización industrial a fin de garantizar la consecución de los objetivos marcados: capacidad de motivación, liderazgo, coordinación de equipos, etcétera. Otro elemento clave es la comunicación entre los integrantes del grupo de trabajo, por lo que se necesita un soporte documental o mural1 (véase la figura 1) que todos los participantes puedan observar y que guíe el comportamiento del equipo durante el proceso.
A continuación, se describirán los diferentes pasos y actividades que componen la metodología, siguiendo el esquema que aparece en la figura 2.
Elegir el problema
La primera acción que hay que realizar ha de ser la elección del cambio de útiles sobre el que se va a aplicar la metodología. Las empresas suelen tener claro sobre qué máquina empezar a aplicar la herramienta SMED, ya que acostumbra a ser la más difícil de dominar y la que más problemas tiene. Sobre el panel o mural se debe definir de forma precisa el cambio de útiles que se va a estudiar indicando el nombre de la empresa, del taller y de la línea, así como el nombre y número de la máquina y la denominación de los productos fabricados.

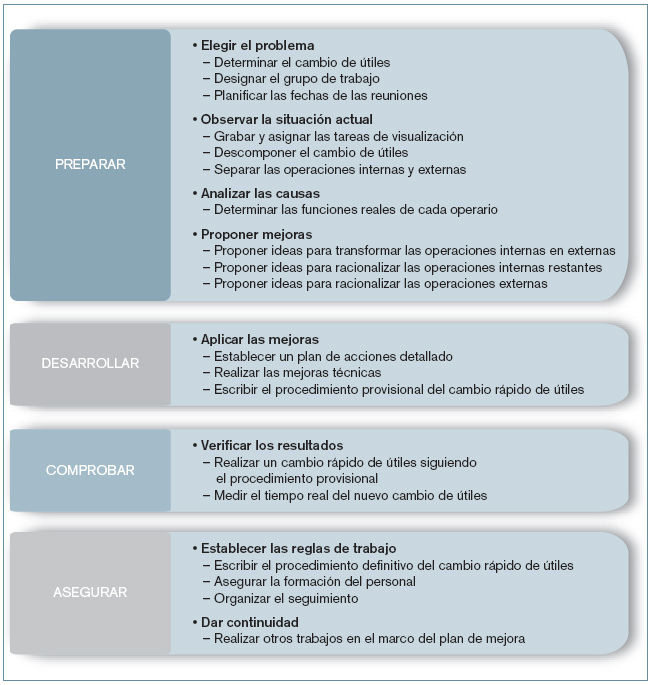
La siguiente actividad consiste en designar el equipo de trabajo: de acuerdo con el conjunto directivo, se debe concretar qué personas compondrán el grupo de trabajo, de forma que estén representados todos los departamentos. El equipo resultante deberá ser multifuncional, e incluir al jefe de la unidad de trabajo, los ajustadores, el personal de mantenimiento y los operarios que ocupan el puesto de trabajo, así como los técnicos de los servicios de soporte de útiles, métodos, calidad, ingeniería, etc. Por último, han de planificarse las fechas provisionales de las reuniones, contactos y entrega de documentación.
Observar la situación actual
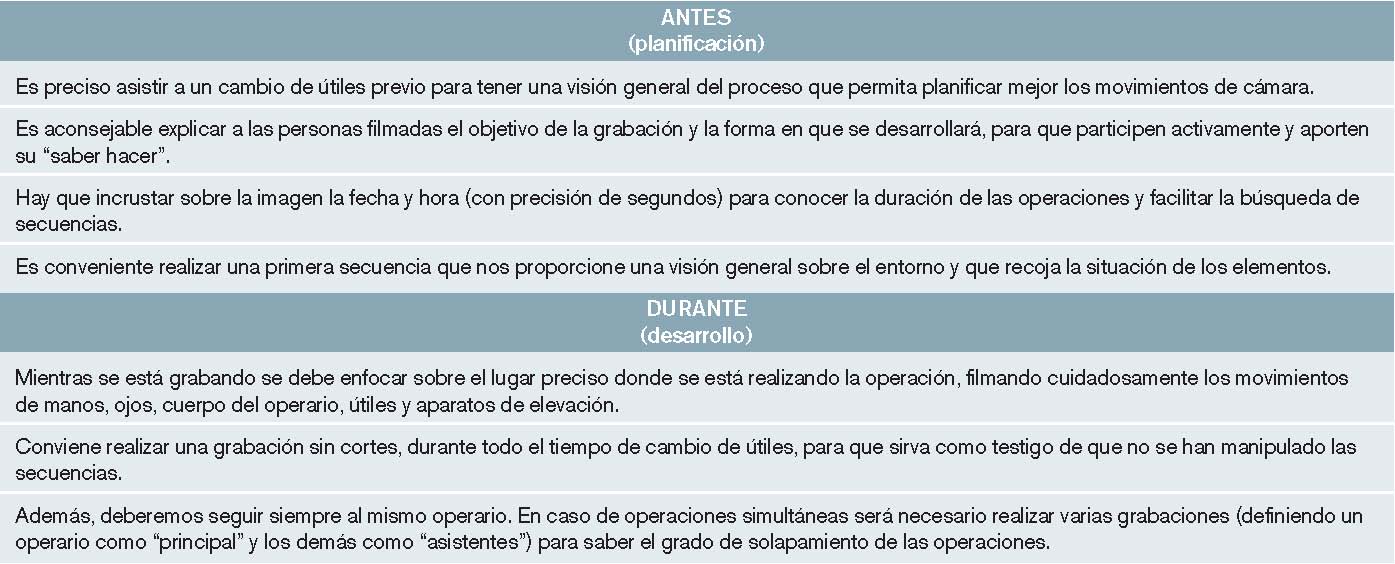
Una vez en el taller, es preciso grabar en vídeo el proceso de cambio de útiles, desde la última pieza buena que sale de la serie precedente, hasta la primera pieza buena de la siguiente serie, a cadencia nominal. Para llevar a cabo dicha actividad de la forma más eficiente posible, se recomienda seguir los consejos que aparecen en la tabla 1.
Registrar el proceso en vídeo o formato digital presenta varias ventajas asociadas a la objetividad y al poder de convicción de la imagen: el equipo comparte una misma observación del cambio de útiles, lo que les permite comprender mejor el proceso, se puede volver a visionar lo grabado o volver a ver ciertas secuencias, se pueden intercambiar ideas o preguntar al operario, los operarios pueden explicar mejor sus dificultades y admitir las propuestas de mejora, se facilita la descomposición del cambio de utillaje en operaciones elementales, etcétera. Además, un vídeo implica menos reacciones de rechazo que un estudio de tiempos sobre el terreno con observaciones directas.
Antes de visualizar la grabación es preciso asignar las tareas de visualización entre los distintos miembros del equipo de trabajo: uno de los operarios debe identificar las operaciones que se realizan durante el cambio de útiles; también debe encomendarse el manejo del cronómetro y de los medios audiovisuales; es preciso asignar varios responsables de la colocación de etiquetas, la realización de diagramas, la identificación de “hechos constatados” y, finalmente, otras personas se encargarán de identificar aquellas acciones y propuestas que surjan durante las conversaciones.
A continuación, se procede a descomponer el cambio de útiles en operaciones elementales, para lo que se visionará la grabación tantas veces como sea necesario. Este proceso de descomposición, que se corresponde con la fase 1 del SMED, se realiza en equipo aunque situando al operario como elemento central para que comente sus acciones y dé las explicaciones oportunas. Como resultado de este proceso se anotan sobre el mural distintas etiquetas o post-its con los detalles del cambio de útiles2 (utilizaremos post-its de diferentes colores para cada función): se ha de escribir la denominación de cada secuencia sobre las etiquetas y pegarlas por orden en las casillas de la fila “operaciones elementales”; también se escribirá el tiempo exacto que dura cada operación sobre etiquetas de diferente color y se pegarán en las casillas “duración” del mural; por último, han de anotarse los hechos constatados debajo de cada operación y su tiempo.
Una vez identificadas las operaciones elementales, es preciso separarlas en internas y en externas. Como se conocerá, existen dos tipos de operaciones en un cambio de útiles: las internas, que se efectúan imperativamente con las máquinas paradas (como es, por ejemplo, el cambio de una matriz), y las externas, que pueden efectuarse cuando la máquina está en marcha (por ejemplo, la salida y el retorno de los útiles al almacén). Transformar las operaciones internas en operaciones externas constituye la segunda fase de la metodología SMED, y es el principio de base que hay que aplicar para lograr el cambio rápido de útiles, ya que muchas de las tareas que se efectúan con la máquina parada se pueden realizar con ella en marcha.
El equipo, y en especial el operario que realiza el cambio, determina qué operaciones deben hacerse imperativamente con la máquina parada (operaciones internas) y cuáles pueden realizarse cuando la máquina está funcionando (operaciones externas) en la situación actual. En el mural, para cada operación ha de desplazarse la etiqueta de duración bien hacia la casilla “interna” o hacia la “externa”, según aparezca en la filmación. Esta simple reflexión hace que las ideas fluyan en el equipo anticipándose a las posibles soluciones.
Analizar las causas
Antes de sugerir soluciones de mejora es necesario conocer por qué se efectúa cada operación, es decir, es preciso determinar y describir la función real de cada operación. Para ello, deberemos tener presente que “el mejor cambio de útiles es, precisamente, la ausencia de cambio”.
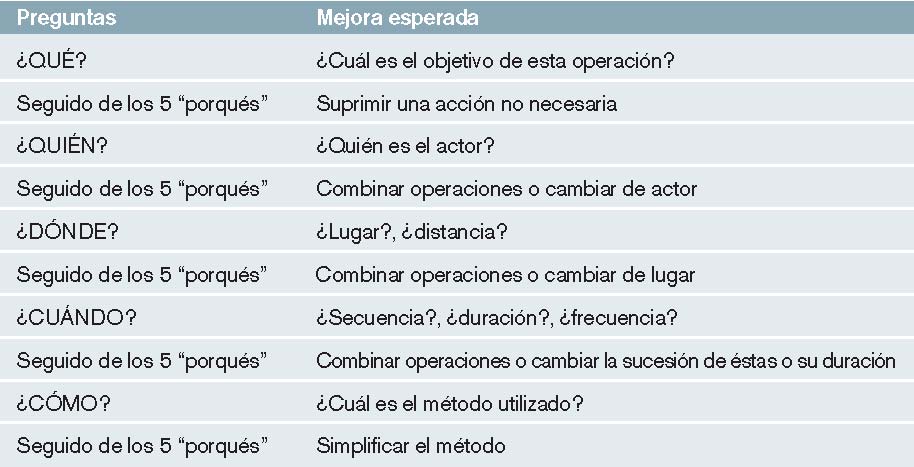
El equipo utilizará el método QQDCC (véase la tabla 2), lo que significa que para cada operación formularemos las preguntas de qué, quién, dónde, cuándo y cómo, seguidas cada una de ellas de 5 “porqués”. De esta manera, se sistematiza la búsqueda de justificaciones para la posible eliminación o sustitución de tareas.
Para llevar a cabo esta actividad debe utilizarse la información escrita sobre el mural de cambio rápido de útiles. Las observaciones importantes han de apuntarse en etiquetas amarillas (o de otro color diferenciador) que se pegarán en la fila “análisis” del mural.
La importancia de la planificación de la producción se pone de manifiesto en esta fase, por lo que se necesitan datos precisos y fiables para asegurar la preparación en buenas condiciones.
Proponer mejoras
Tras la etapa de análisis llega el momento de que el equipo proponga mejoras para reducir el tiempo de cambio de útiles. Resulta fundamental anotar todas las sugerencias que afloren durante el proceso, por lo que en el equipo debe existir una persona que ejerza el rol de secretario recogiendo cada una de las sugerencias. Las ideas de mejora que vayan surgiendo durante esta etapa se irán plasmando en etiquetas, por ejemplo de color azul, que se colocarán sobre el mural.
Las primeras mejoras han de orientarse hacia la transformación de las operaciones internas en externas (fase 3 del SMED). El equipo examina cada operación interna una por una, y a partir de la naturaleza de la operación, su función en el cambio de útiles, los hechos constatados y las observaciones manifestadas después de aplicar la técnica de los 5 “porqués”, cada miembro del equipo propone ideas enfocadas a transformar las operaciones internas en externas (se busca minimizar el tiempo de parada de la máquina trasladando las operaciones a la etapa de preparación).
Durante esta fase se evocan las técnicas de prerreglaje, precalentamiento, vaciado preliminar, etcétera, a fin de anticiparnos a aquellas operaciones que sean necesarias para que el cambio se realice de forma correcta. También se examinan los sistemas de elevación o de aproximación de útiles tratando de optimizar el transporte de las cargas pesadas y la seguridad de los operarios. Precisamente, el grupo debe tener presente los problemas de seguridad y prevención de riesgos: se buscará la forma de eliminar las tareas difíciles, peligrosas, pesadas y los imprevistos, y se propondrán mejoras de reducción de tiempo que no creen situaciones peligrosas (en particular, las operaciones simultáneas).
Una vez transformadas las operaciones internas en externas, es preciso proponer ideas que sirvan para racionalizar las operaciones internas restantes, las que a priori no admiten ser externalizadas, lo que se corresponde con la fase 4 del SMED. En concreto, las operaciones internas que no pueden ser ejecutadas como externas se examinan nuevamente una por una para que el equipo reflexione sobre otras alternativas como son, por ejemplo, la reducción de tiempos o la agrupación de tareas.
Los participantes escriben sobre etiquetas ideas para reducir el tiempo de cada operación interna buscando, en todo momento, suprimir los reglajes y ajustes. Se recurre ahora a las técnicas de fijación rápida de elementos, fijaciones sin tornillo, etcétera; las conexiones se mejoran, se examina la utilización de plantillas, se busca la estandarización de funciones, sobre la máquina se estudian las configuraciones correspondientes a los diferentes reglajes, se utilizan marcas y medidas y demás.
El equipo también debe proponer operaciones que se ejecuten en paralelo y que puedan ser realizadas por otro operario o personal de la empresa. Obviamente, esta ejecución simultánea de actividades obligará a modificar la organización de los equipos a fin de garantizar que el número de operarios necesarios esté disponible sin penalizar la marcha de otras máquinas.
En este punto, con la puesta en práctica de las distintas acciones definidas en las dos fases anteriores suele alcanzarse la reducción de tiempos objetivo establecida al inicio del proceso. Sin embargo, queda por definir un último grupo de mejoras necesarias para reducir y racionalizar las operaciones externas, tal como define la fase 5 de la metodología SMED, aquellas que se efectúan mientras la máquina está produciendo.
Optimizar las operaciones externas normalmente conlleva una mayor inversión, tiempo y planificación que las empresas no siempre están dispuestas a asumir. Son operaciones que perfectamente pueden ser estudiadas en otro momento, sobre todo porque vinculan la estructura y los recursos de la empresa. Sin embargo, esta fase debe tenerse en cuenta en su justa medida, ya que las operaciones externas movilizan distintos recursos materiales y humanos y limitan el número de cambios posibles de otros útiles en la máquina (si el tiempo externo es mayor que el de ráfaga más corta, la máquina tendrá que esperar).
Por ello, durante esta fase ha de trabajarse considerando la posibilidad de que la empresa decida continuar optimizando el cambio de utillaje del puesto estudiado. De este modo, los integrantes del equipo proponen ideas que racionalicen las operaciones externas, por ejemplo a través de un brainstorming, y, posteriormente, se incorporan al mural.
Aplicar las mejoras
Durante esta etapa se ha de establecer un plan de acción detallado en el que el equipo tome decisiones a partir del estudio de las ideas planteadas, de su posibilidad de ejecución con los medios y recursos disponibles en la empresa, además del análisis tanto de los costes que conlleva su ejecución como del ahorro de tiempo efectivo que supone en el cambio de utillaje. Para ello, se puede hacer uso de una matriz de selección multicriterio o de cualquier otro método que sea imparcial y técnicamente aceptable.
Una vez elaborado el plan de acción, el equipo de trabajo ha de ponerlo en práctica y realizar las distintas operaciones técnicas que en él se hayan programado. Cuando una idea de mejora es tan compleja que necesita un estudio particular, se puede recurrir al método de resolución de problemas en grupo y/o a la técnica basada en el diagrama de afinidades.
La última actividad de esta etapa consiste en redactar un procedimiento provisional del cambio de útiles considerando que se han realizado las mejoras propuestas en las fases anteriores. Mentalmente se sigue la secuencia de operaciones de cambio numerando las distintas operaciones y teniendo en cuenta las necesidades de materiales y la disposición de medios para conseguir su óptima ejecución.
A continuación, se han de anotar las nuevas operaciones sobre etiquetas, por ejemplo, de color rosa, y los tiempos provisionales de realización sobre etiquetas amarillas. Las etiquetas se colocan en el mural en la zona “nuevo procedimiento” alineando las operaciones elementales con su duración, sea esta interna o externa. Una vez hecho esto para todas las operaciones, se puede conocer fácilmente el tiempo total que llevará realizar tanto las operaciones internas como las externas con el procedimiento provisional.
Verificar los resultados (controlar)
Ahora que hemos definido de manera esquemática el nuevo procedimiento de cambio de utillaje es el momento de realizar un cambio de útiles según el procedimiento provisional que se ha definido. Se asigna una persona del equipo para que anote información relevante durante la ejecución secuencial del procedimiento y se prepara un nuevo cambio de útiles para realizarlo según el procedimiento previsto. El cambio de útiles se observa minuciosamente sobre el terreno y se graba para poder visionarlo posteriormente.
Es necesario medir el tiempo real que lleva el nuevo cambio de útiles y el tiempo de cada operación, ya sea durante la ejecución o durante el visionando de la nueva grabación. Se puede documentar el proceso mediante una hoja de observación en la que se añaden los incidentes y las recomendaciones de mejora para la siguiente ejecución, destacando los hechos relativos a este nuevo cambio de útiles.
Establecer las reglas de trabajo
Esta etapa tiene por objeto asegurar que lo que hemos ejecutado sobre el terreno queda anotado para que pueda ser replicado en los cambios sucesivos. Por ello, primero se ha de escribir el procedimiento definitivo del cambio de útiles a partir del procedimiento provisional, del resultado del ensayo precedente y de los hechos destacados.
Si bien el procedimiento provisional se puede redactar de forma resumida (para facilitar la transmisión verbal) y sin que tenga la formalidad de una norma ISO de calidad, no ocurre lo mismo con el procedimiento definitivo. En este caso, y a modo de guía, el nuevo procedimiento contendrá los siguientes conceptos básicos: operaciones por realizar, las piezas o productos que intervienen, normas afectadas, utilización de materiales y herramientas, disposición de lugar de trabajo y almacén, manipulación de materiales y, finalmente, organización y condiciones de trabajo.
Otra actividad necesaria consiste en asegurar la formación del personal para que cualquier operario implicado entienda y sepa realizar las nuevas operaciones y en la secuencia establecida. Es preciso vigilar que los antiguos procedimientos son reemplazados por los nuevos: para ello, el responsable de calidad debe establecer el procedimiento que será incluido en el manual de procedimientos después de un periodo de transición o prueba.
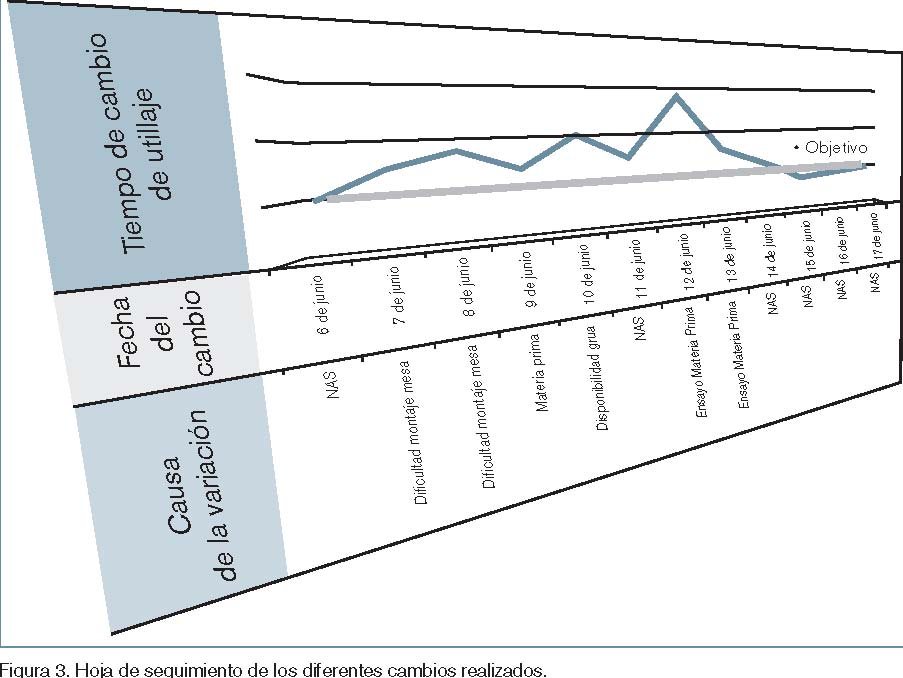
Por último, debe organizarse el seguimiento del tiempo de cambio de utillaje. Para cada cambio se registrará el tiempo de ejecución real, y todo lo que sobrepase el tiempo objetivo será documentado (indicándose el motivo del retraso) y tratado en el marco de la mejora continua. La representación gráfica de estos datos (véase la figura 3) permitirá ver la desviación respecto al objetivo marcado, facilitando que los operarios sugieran medidas correctoras.
El seguimiento de las acciones debe estar garantizado por el jefe de unidad o de taller (a quien se presentarán los resultados en reuniones mensuales), apoyado por una estructura de pilotaje en la que participen otros departamentos. El cambio de utillaje estará integrado en el plan de progreso y deberá ser generalizado por la dirección a otras unidades de trabajo: de esta forma, se asegura una buena jerarquización de los problemas que se van a tratar, una alta disponibilidad de los participantes o actores, una buena planificación de los medios y la posibilidad de realizar un seguimiento de las intervenciones efectuadas.
Dar continuidad
La única manera de mejorar consiste en identificar los distintos cambios de útiles que se dan en la empresa y reducir sus tiempos de forma sistemática. Por tanto, en el marco del plan de progreso y a fin de dotar de continuidad a la metodología, debe fijarse un nuevo objetivo de mejora y utilizar la misma dinámica descrita hasta el momento para reducir el tiempo de un nuevo cambio de útiles.
Para lograrlo se llevará a cabo un plan de actividades que deberá desarrollarse de forma ordenada por todo el taller o planta. La responsabilidad de esta etapa suele recaer sobre el jefe de taller o el de fabricación, que debe extender la metodología entre el personal para que sea una herramienta dominada por el sistema de producción.
Capitalizar la experiencia, conservar el dossier y todo el trabajo efectuado hará que se tome como referencia o comparación con otros puestos o máquinas. Por ello, resulta recomendable reflejar en un único documento el procedimiento seguido y las actuaciones efectuadas, tanto las generales como las específicas, de aquellos cambios con cierto grado de complejidad.
Una vez finalizado el trabajo siempre se ha de felicitar al equipo por el esfuerzo realizado. Este simple acto de reconocimiento contribuye a mejorar la motivación y satisfacción de todos sus integrantes, aunque, en realidad, el principal elemento de motivación suele ser la mejora de eficiencia lograda a lo largo del proceso: no hay nada más motivador que comprobar por uno mismo cómo el esfuerzo realizado da sus frutos.
El programa de trabajo para la aplicación práctica
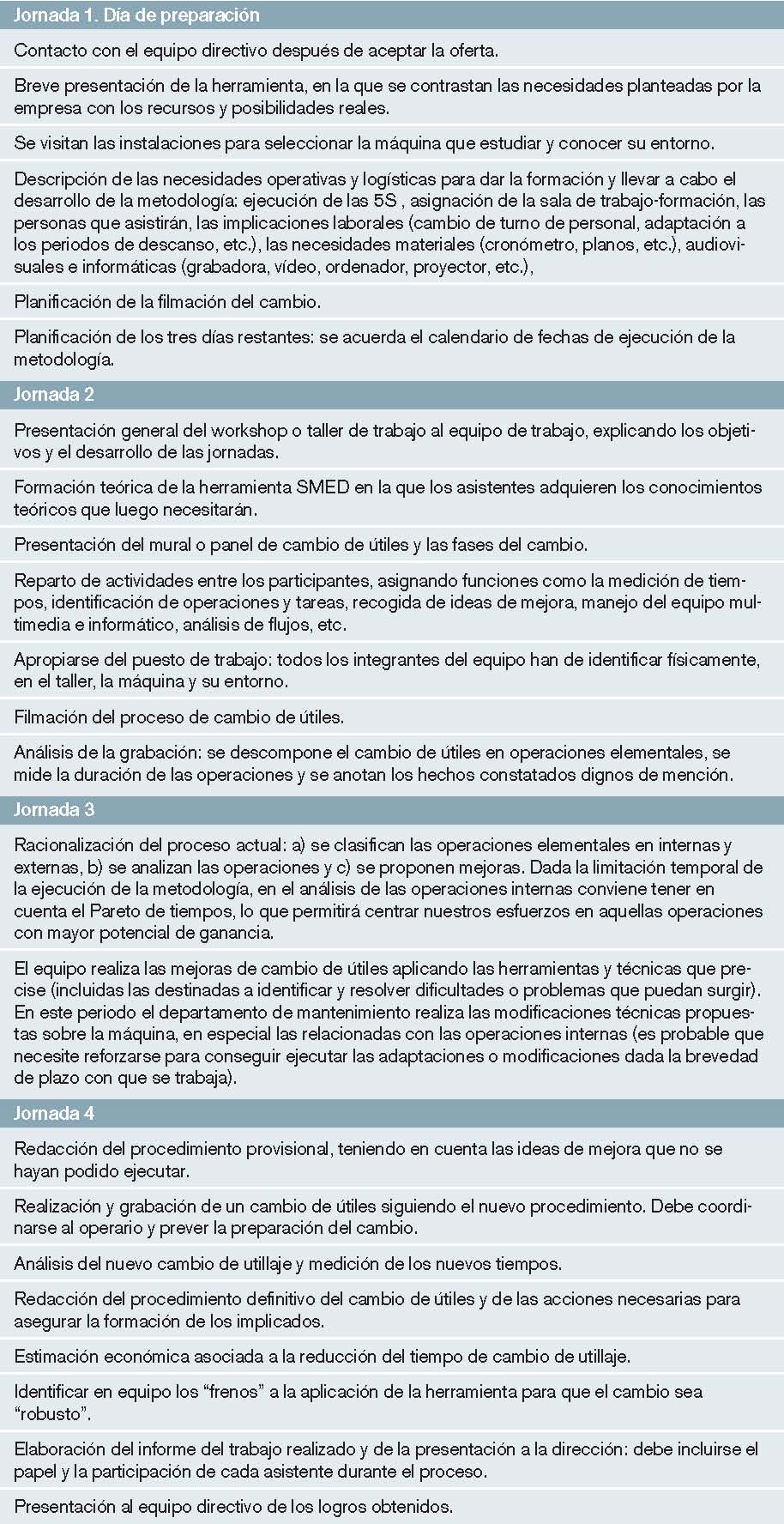
Esta metodología se lleva a cabo en un periodo de tiempo muy breve, en concreto cuatro días de trabajo, lo que la convierte en una herramienta muy rentable para las empresas, ya que pueden replicarla fácilmente en otras máquinas y útiles.
Cuando un trabajo precisa desarrollarse en un breve plazo de tiempo ha de tener claramente definidas las pautas de la aplicación de las diferentes fases y etapas, desde el primer contacto con los responsables de la empresa hasta el acto de presentación de los resultados al equipo directivo.
Los cuatro días que se fijan exigen disponer de una planificación de tiempos en la que todo el equipo avance en la formación-acción, es decir, en el conocimiento de la herramienta SMED y en la metodología aplicativa del cambio apoyado sobre un caso real.
En la tabla 3 se muestra de forma resumida el contenido de cada jornada, es decir, el conjunto de acciones que se han de realizar para lograr una correcta ejecución de la metodología.
Ejemplos de aplicación real
Este apartado describe los resultados más importantes de las diversas intervenciones realizadas aplicando la metodología aquí descrita. Las empresas objeto de estudio proceden tanto del ámbito nacional como del internacional y pertenecen a sectores tan diferentes como son la industria papelera, la aeronáutica, la automovilística, etcétera, lo que nos permite asegurar que el método de trabajo tiene plena validez independientemente del lugar y de la empresa donde se aplique. Además, esta diversidad de casos ha permitido depurar distintos elementos del método como son la secuencia de desarrollo, los tiempos de intervención, la movilización del equipo de trabajo, las decisiones que tomar para llegar al objetivo, la documentación mínima de soporte para realizar el trabajo, el aprendizaje de los equipos, los elementos clave en la redacción de informes y demás.
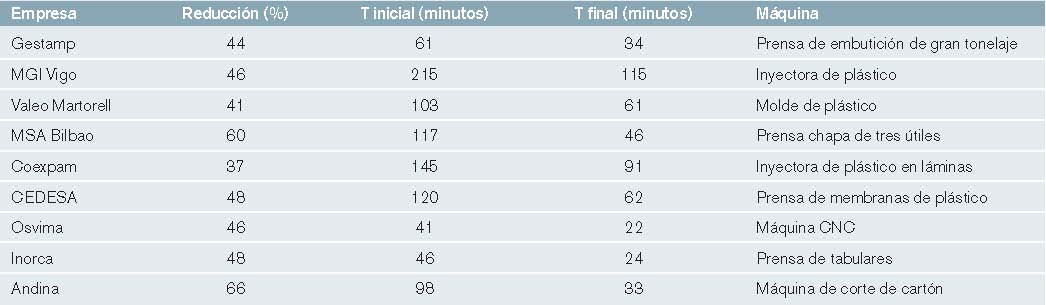
El principal objetivo de la herramienta es la reducción del tiempo de parada de la máquina por cambio de utillaje, ya que esta normalmente se adquiere para que funcione el mayor tiempo posible dando salida a diferentes productos. En consecuencia, todo se reduce a conocer qué grado de eficacia obtenemos con este método en los diferentes cambios realizados: en el desarrollo del método se utiliza como indicador la reducción de tiempo de parada de máquina siendo muy elocuente la tabla 4, donde se muestran
los resultados comparativos en un gran
n&uoacute;mero de empresas. Se observa una
media del 48% de reducción del tiempo
solo con la mejora continua, es decir, sin
inversión sobre la máquina.
Hay que resaltar que este método de
intervención rápida dispone de un corto
periodo de tiempo para analizar y presentar
un cambio de utillaje realizando operaciones
y trabajos que no suponen inversión
sino gasto (considerando como inversión
todo aquello que aumenta el patrimonio de
la empresa y como gasto todo aquello que
sirve para mantener el patrimonio de la
empresa). Es necesario, por tanto, evaluar
distintas vías de mejora que involucren
inversión. Sin embargo, esta etapa de ejecución
se sale fuera del alcance de la
metodología ya que, por lo general, este
tipo de decisiones están condicionadas por
los objetivos y las prioridades de la empresa,
tanto de tipo productivo como financiero.
La evaluación económica de la aplicación
de la metodología por parte de la
empresa suele ser directa como consecuencia
del claro aumento de la competitividad
y flexibilidad que conlleva la
reducción del tiempo de cambio de utillaje,
aunque normalmente no se tienen
en cuenta otras ventajas que aporta como
son la mejora de la organización, el cambio
de procesos, la eliminación de despilfarros,
la disponibilidad de datos, los
planes locales de acción, la mejora en
operaciones, la formación del personal,
etc., que en principio son intangibles pero
que repercuten en el cambio cultural.

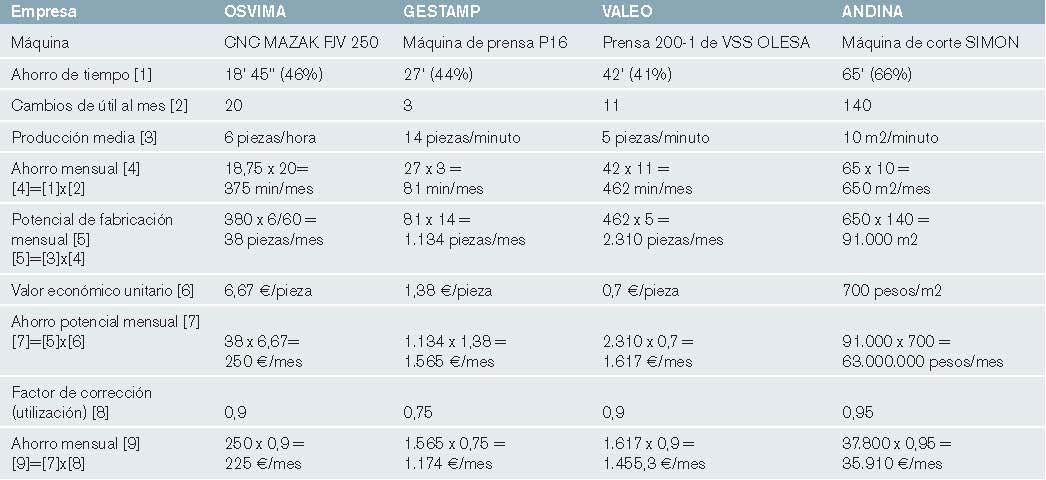
A modo de ejemplo, en la tabla 5 se
sintetizan los resultados económicos
directos que se derivan de la aplicación de la metodología en cuatro de las empresas estudiadas (véase la figura 4). Son, en concreto, la empresa Osvima S.A., dedicada al mecanizado del aluminio de la industria aeronáutica; Gestamp Automoción, perteneciente a la industria de embutición de chapa; Valeo (Security Systems), centrada en la inyección de plástico, y Papeles & Corrugados Andina S.A., empresa del sector del cartón.
Conclusiones
A lo largo del artículo se ha presentado y descrito una metodología que permite reducir el tiempo de cambio de útiles mediante una rápida intervención. Se trata de una herramienta de mejora continua basada en las ideas de productividad y eficiencia desarrolladas por Shigeo Shingo en su método SMED. Es fácil de aplicar y válida para cualquier tipo de empresa, aunque ha sido definida prestando especial atención a las características de las pequeñas y medianas empresas, donde los recursos disponibles son menores y el conocimiento del SMED aún no está muy difundido.
En este sentido, la metodología consigue obtener porcentajes de reducción elevados empleando sólo los recursos esenciales y, al mismo tiempo, facilita una formación práctica de los empleados: durante los días que dura la intervención los integrantes del equipo se “sumergen” y se “identifican” con el problema de cambio de utillaje que estudiar, y aplican los conceptos teóricos en el taller sobre un caso real.
El resultado es muy satisfactorio tanto para el personal que participa, ya que se sienten participes del método y del éxito conseguido, como para la empresa, ya que la herramienta resulta ser muy rentable sobre todo si se tiene presente que después de la intervención estas personas están listas para replicar el procedimiento en cualquier cambio de útiles que se necesite y/o para actuar como formadores inter-nos de sus propios compañeros.
Cabe destacar que el método ha sido probado con evidente éxito en varias empresas pertenecientes a distintos sectores, y se ha obtenido de media una reducción de tiempo cercana al 50%. Debe tenerse en cuenta que durante los cuatro días de intervención no se aplican todas las ideas de mejora que se identifican, ya que superan la capacidad de acción del equipo de trabajo, por lo que no se tienen en cuenta en el cálculo de la reducción de tiempo del cambio de utillaje real: el resto de ideas se podrán ir aplicando a medio/largo plazo, lo que se traducirá en un mayor porcentaje de reducción.
También es necesario recordar que en esta metodología de aplicación no se llegan a efectuar intervenciones que precisen de inversión, ya que en el breve tiempo que conlleva la aplicación de la metodología no es posible acometer acciones que exijan intervenciones complejas y/o una asignación de recursos económicos. Estas acciones se deberán realizar posterior-mente, a pesar de que se hayan identificado y analizado durante el proceso.
De todas formas, la dirección de la empresa deberá analizar para estos casos si es rentable la reducción de tiempo frente al coste que supone la ejecución. Para esta tarea se pueden considerar modelos como el propuesto por Leschke y Weiss (1997), que demuestran que la reducción debe ir acompañada de un estudio de la inversión requerida. Las decisiones estratégicas de las empresas y el grado de priorización de las acciones y de las inversiones habitualmente están sujetas a unos umbrales de rentabilidad y de retorno de la inversión.
Notas
1. El mural es el punto de referencia en el desarrollo de la metodología, donde se reflejan los avances en cada una de las etapas. Representa, por tanto, el principal documento de trabajo del equipo.
2. Las cuatro consignas que respetar en la redacción de los post-its son las siguientes: 1) escribir frases precisas y concisas, con sujeto, verbo, complemento y elementos cifrados, 2) indicar un único hecho concreto en cada etiqueta (nada de generalidades, ni opiniones, etc.), 3) escribir con letra legible y, por último, 4) fechar y firmar para poder seguir la evolución de la mejora y así poder obtener informaciones o aclaraciones complementarias.
3. Antes de llevar a cabo la metodología conviene aplicar las “5S” en el entorno de la máquina a estudiar a fin de asegurar que no se apliquen soluciones básicas de orden-limpieza.
Bibliografía
Bañegil TM (1993). El sistema just in time y la flexibilidad de la producción. Madrid: Pirámide. 262 p. ISBN: 978-84-368-0731-6.
Cuatrecasas-Arbós L (2006). Claves de Lean Management: un enfoque para la alta competitividad en un mundo globalizado. Barcelona: Gestion 2000, DL. 118 p. ISBN: 978-84-96612-13-9.
Cuatrecasas-Arbós L (2010). Lean management: la gestion competitiva por excelencia. Barcelona: Profit DL. 370p. ISBN: 978-84-96998-15-5.
Leschke JP, Weiss EN (1997). The multi-item setup-reduction investment-allocation problem with continuous investment-cost functions. Management Science, Vol. 43-6, p. 890-894.
Monden Y (1996). El ‘just in time’ hoy en Toyota. Hilliers G. (trad.). Bilbao: Deusto, DL. 437 p. ISBN: 978-84234-1442-6.
Monden Y (1988). El sistema de producción Toyota. 3ª edición. Madrid: Ciencias de la Dirección SA. 274 p. ISBN: 978-84-867-4302-8.
Ohno T (1993).El sistema de producción Toyota: más allá de la produccióna a gran escala. 2ª edición. Barcelona: Gestión 2000. 180 p. ISBN: 978-84-867-0352-2.
Rajadell-Carreras M, Sanchez-García L (2010). Lean manufacturing: la evidencia de una necesidad. Madrid: Diaz de Santos. 259 p. ISBN: 978-84-7978-967-1.
Rey-Sacristán F (2009). Reducción de los tiempos de cambios de utillaje en la producción. Técnica industrial. n. 284, p. 64-70.
Rubrich L, Watson M (2004). Implementing World Class Manufacturing. 2ª edición. Indiana: WCM Associates. 391 p. ISBN: 978-09-662-9061-5.
Schonberger RJ (1991). Hacia la excelencia en la fabricación: lecciones aplicadas de simplificación. Montlloch F (introd.), González AL (trad.). Madrid: Espasa-Calpe. 270 p. ISBN: 978-84-86743-37-0.
Schonberger RJ (1996). World Class Manufacturing: The Next Decade. New York: The Free Press. 288p. ISBN: 978-0-684-82303-9.
Shingo S (1991). Producción sin Stock: el sistema Shingo para la mejora continua. Tecnoaeronáutica SA, Cuesta-Alvarez A (trad. y rev. técn.). Madrid: Tecnologias de Gerencia y Produccion. 468 p. ISBN: 978-84-87022-74-X.
Shingo S (2003). Una revolución en la producción: el sistema SMED. 4ª edición. Madrid: Tecnologias de Gerencia y Produccion. 432 p. ISBN: 978-8487022-02-9.
Womack JP, Jones DT, Roos D (1992). La máquina que cambió el mundo. Ortiz-Chaparro F (trad.). Madrid: MacGraw-Hill. 292 p. ISBN: 978-84-7615-921-8.
Womack JP, Jones DT (2005). Lean Thinking: cómo utilizar el pensamiento Lean para eliminar los despilfarros y crear valor en la empresa. Barcelona: Gestión 2000. 478 p. ISBN: 978-84-8088-689-7.