
Evolución de la producción de mapas en relieve, desde las técnicas manuales hasta la impresión 3D
Evolution of relief maps production, from manual techniques to 3D printing
RESUMEN
En este trabajo se presentará la evolución que ha tenido la producción de cartografía en relieve a lo largo de la historia, desde sus orígenes con la fabricación de maquetas, hasta las últimas técnicas de producción por tecnologías de impresión 3D. Las técnicas de fabricación han pasado de ser un trabajo completamente artesanal a un proceso totalmente mecánico informatizado. Se describirán las principales técnicas de producción de mapas en relieve y su actual situación, para, finalmente, ver el papel que desempeñan los sistemas de información geográfica dentro de la producción de mapas en relieve.
Recibido: 11 de junio de 2015
Aceptado: 28 de julio de 2015
Palabras clave
Impresión 3D, cartografía, mapas en relieve, sistemas de información geográfica
ABSTRACT
In this paper the evolution experienced by the production of relief maps along history is presented, from its beginning with handmade models, to the latest production techniques as 3D printing technologies. Manufacturing techniques have evolved from a completely handmade work to a fully computerized mechanical process. The main production techniques of relief maps and the current situation are described, to finally see the role of GIS in the production of relief maps.
Received: June 11, 2015
Accepted: July 28, 2015
Keywords
3D printing, mapping, relief maps, GIS
Introducción
Los mapas en relieve son la representación
con la que se consigue una
visión general más rápida y directa sobre
una región, ya que el cerebro está
acostumbrado a captar e interpretar
información de un mundo tridimensional.
Un modelo del terreno, o mapa
en relieve, permite memorizar los detalles
mucho mejor que un mapa en
papel y reduce al mínimo el riesgo de
una lectura incorrecta.
La forma tradicional de producción
de cartografía en relieve ha sido
puramente artesanal y ha estado muy
limitada por el tamaño de la zona que
se representaba e influida por la interpretación
y habilidad del cartógrafo a
la hora de su fabricación. Sin embargo,
hoy en día la producción mecanizada
de modelos de terreno basada
en herramientas informáticas permite
la producción, incluso en muy poco
tiempo, de modelos digitales de elevaciones
(MDE) ya existentes. Dentro
de estos sistemas de producción destaca
la impresión 3D, que, aunque no
es una tecnología reciente, es actualmente
cuando está experimentando
una importante expansión debido a
la aparición de procesos de impresión
cuyos costes han disminuido lo suficiente
para acercarla a un mayor nñmero
de pñblico.
A continuación, se presentará un
bosquejo histórico de la evolución que
ha tenido la producción de la cartografía
en relieve, para, posteriormente,
exponer las principales técnicas utilizadas
divididas en manuales, analógicas
y digitales. Finalmente, se describirá
la situación actual que experimenta
la impresión 3D libre de bajo coste y su
todavía escasa relación con los sistemas
de información geográfica (SIG).
Historia
Los primeros mapas en relieve surgieron
dentro del ámbito militar en el
S. XV, para la representación a gran
escala principalmente de ciudades y
fortificaciones. Una de las ventajas que
ofrecían era la fácil determinación del
campo de visión de un punto sobre el
terreno, para evaluar la posible cobertura
de una posición de fuego para la
defensa o ataque de un enclave, algo
muy importante en conflictos bélicos y
no tan fácil de averiguar a través de un
mapa tradicional. Estas primeras representaciones
en relieve solían ser fabricadas
en madera y, posteriormente,
eran pintadas para darles mayor realismo.
Eran auténticas obras artesanas
de gran coste económico en el que la
destreza del cartógrafo tenía una gran
influencia en el resultado final.
Hasta el S. XIX las técnicas de fabricación
de mapas en relieve no experimentaron
grandes cambios. Fue
en esta época cuando la evolución de
nuevos logros técnicos, como la producción
de mapas de curvas de nivel
fiables, la invención de la fotografía y
el aumento del interés científico por
la topografía, impulsó la aparición de
nuevas técnicas de representación del
terreno en relieve. Dicho interés científico
fue promovido principalmente
por el campo de la geología, ya que los
modelos tridimensionales facilitaban
la comprensión de las interrelaciones
espaciales y temporales de las formaciones
geológicas de una zona. De esta
forma, el arte del modelado del terreno
alcanzó un momento destacado a
finales del S. XIX en Suiza. El abrupto
relieve del país llevó a los cartógrafos
suizos a recurrir a representaciones en
relieve, para mostrar el territorio de
manera más clara que la conseguida
con representaciones bidimensionales.
En esta época se realizaron gran
cantidad de trabajos de gran realismo,
dejando de lado el interés militar y diversificando
su uso.
En 1892 Joseph E. Blanther presentó la que se podría considerar la primera patente en los inicios del prototipado rápido, bajo el nombre de Manufacture of contour relief maps (Blanther, 1892). Mediante su método, sobre una serie de placas de cera se impresionaban las líneas de nivel de un mapa topográfico. Posteriormente, se cortaban, apilaban y alisaban las secciones resultantes que formaban el modelo en relieve, tanto positivo como negativo. Finalmente, un mapa de papel impreso se situaba entre las formas positivas y negativas a modo de prensa para crear el mapa en relieve.
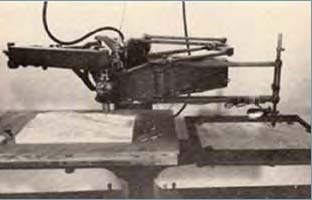
Mientras que los modelos de gran escala se beneficiaron del uso de fotografías mostrando cada vez más detalles del terreno, la producción de modelos de pequeña escala fue impulsada por el uso del pantógrafo (C. S. Spooner, 1953). Este método sustractivo permitía el fresado de un modelo a partir de un bloque de escayola, produciéndose la primera mecanización en la producción de mapas en relieve. Utilizando esta herramienta en 1925, el cartógrafo alemán Karl Wenschow desarrolló un proceso de producción de mapas en relieve de manera precisa. Su método permitía dar forma a mapas cartográficos preimpresos en papel, utilizando máquinas de prensado. En este caso las prensas utilizadas eran fabricadas mediante el pantógrafo y no de forma manual.
Durante la II Guerra Mundial los aliados produjeron enormes cantidades de mapas en relieve utilizando diferentes técnicas. Estos modelos proporcionaron información crucial para las operaciones de aterrizaje en el norte de África y Normandía.
Tras la II Guerra Mundial, en 1947 se desarrolla en EE.UU. el termoformado, técnica muy difundida en la reproducción de mapas en 3D en la actualidad. Esta técnica, basada en el método de Wenschow, permite la reproducción en serie de cartografía en relieve de forma económica, utilizando láminas de plástico moldeadas por la acción de prensado al vacío.
A partir de la década de 1950, junto con la aparición de sistemas automatizados y computarizados, empezaron a surgir nuevos sistemas de producción de cartografía en relieve. Por un lado, las tecnologías llamadas sustractivas, basadas en su antecesor el pantógrafo, como fresadoras, taladros, tornos, etc. que consisten en el arrancado de material a una pieza maciza (metal, madera, mármol). Los procesos sustractivos fueron los primeros métodos de mecanizado y automatizado en estas operaciones. Posteriormente, surgen en 1986, de la mano de la empresa norteamericana 3DSystem, los sistemas de prototipado rápido (RP por sus siglas en inglés de Rapid Prototype). En este caso los modelos se generan directamente mediante una impresora 3D controlada por ordenador a partir de datos digitales. Estos sistemas también son conocidos como “métodos aditivos”, ya que su proceso de fabricación consiste en ir añadiendo material capa a capa formando el objeto tridimensional, a partir de su modelo digital. Estos sistemas se han desarrollado en el ámbito de las aplicaciones propias del diseño industrial tanto de prototipos como de herramientas o para la realización de tiradas cortas de piezas especiales.
En la actualidad, el termoformado como forma de reproducción y las técnicas sustractivas y aditivas como forma de producción de mapas en relieve son las más utilizadas. Las máquinas actuales, aunque siguen los principios de las originales, han evolucionado y continúan haciéndolo a pasos agigantados, reduciendo los tiempos de fabricación y aumentando la variedad de materiales disponibles, ofreciendo nuevas posibilidades dentro de la producción de mapas en relieve.
Principales técnicas de producción
Dentro de las técnicas de producción comentadas anteriormente, podemos realizar la siguiente clasificación: técnicas manuales, técnicas analógicas como el pantógrafo y el termoformado y, finalmente, las técnicas digitales en las que entrarían los métodos sustractivos y los actuales sistemas de prototipado rápido.
Tradicionalmente, las técnicas de producción de cartografía en relieve han estado basadas en trabajos completamente artesanales. El método de capas es una técnica manual que consiste en el recorte capa a capa siguiendo las curvas de nivel que describen el relieve de una región y su posterior apilamiento de forma ordenada. Normalmente la capa recortada es de contrachapado y su grosor corresponde al intervalo de las curvas de nivel a escala. A continuación, el salto entre capa y capa se rellena con un material que se adapta a la forma del terreno para dar un acabado superficial continuo.
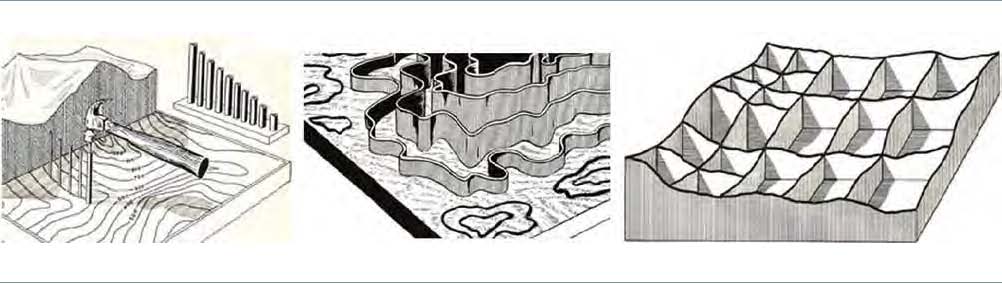
Antes de la existencia de mapas con curvas de nivel se utilizaron otros métodos para crear modelos del relieve. En el método de los clavos (Nail or peg method) las elevaciones de varios puntos se medían en el terreno real y, a continuación, se representaban las alturas medidas utilizando clavos de diferentes longitudes sobre una placa base de madera. El espacio entre los clavos se rellenaba manualmente utilizando diferentes materiales. Estos modelos eran de mucha menos exactitud que los modelos creados por el método de capas.
Junto al método de los clavos también destacan otros dos métodos. El método de la cinta (Ribbon method) usaba cartón corrugado para representar las curvas de nivel siguiendo su trazo. El cartón variaba su ancho según la cota de la curva de nivel donde se situaba. El método de caja de huevos (Eggcrate method), llamado así por la forma que adquiría la estructura que definía el relieve antes de rellenarlo, se basaba en una partición del mode-lo en cuadrados permitiendo variar la precisión del modelo por zonas, aumentando o disminuyendo el tamaño de los cuadrados. Estos dos métodos eran muy fáciles y rápidos de ejecutar, aunque tampoco eran tan exactos como el método de fabricación por capas (figura 1).
Estos primeros modelos producidos por alguna de las anteriores técnicas servían de molde para su posterior reproducción en yeso u otros materiales.
Dejando de lado las técnicas manuales, dentro de las técnicas analógicas, orientado a una producción mecanizada en serie para crear rápidamente modelos de terreno relativamente baratos para un público más amplio, se utilizó el pantógrafo. Esta técnica utiliza un cortador de fresado, guiado por un operario a lo largo de las cur-vas de nivel de un mapa topográfico. La fresa consiste en un taladro de alta velocidad situado en posición vertical sobre un bloque de escayola, que se eleva o baja para cortar a diferentes alturas. Ajustado a la altura correspondiente a la curva de nivel del mapa, el taladro corta los contornos del bloque de material partiendo de la más alta a la línea de nivel de menos altitud. La forma de trabajar del pantógrafo se ha mejorado con el tiempo y hoy en día, la técnica ha evolucionado a fresadoras dirigidas por control numérico en un proceso totalmente computarizado.
La técnica del termoformado consiste en el calentamiento de una plancha o lámina de termoplástico flexible preimpresa, normalmente plástico PVC, de forma que al reblandecerse pueda adaptarse a la forma de un molde resistente al calor, eliminando el aire mediante succión conseguida por vacío, que empuja la lámina entre la parte positiva y negativa del molde. Hay que tener en cuenta en el diseño del molde, que éste debe estar dotado de perforaciones que permitan realizar el vacío. El resultado se caracteriza por la durabilidad del material (principalmente poliestireno y polipropileno). El termoformado es una de las técnicas más utilizadas en la actualidad debido a su bajo coste en la obtención de pequeñas o medianas tiradas de mapas en relieve.
La precisión del modelo final viene dada por la precisión del molde maestro, realizado normalmente a partir de las altitudes de un MDE adecuado según la escala. Inicialmente, el mol-de maestro era fabricado utilizando un pantógrafo a partir de un mapa de curvas de nivel. Hoy en día, el molde original se fabrica con técnicas computarizadas sustractivas o aditivas a partir de datos digitales. Es ideal para la reproducción de modelos en relieve con la limitación en la fabricación de mapas de grandes formatos, en los que se necesitan máquinas de gran tamaño.
Algunas de las técnicas antes mencionadas han quedado obsoletas en la actualidad y otras son cada vez menos usadas debido a su incapacidad para producir superficies complejas y precisas, en comparación con las últimas técnicas digitales como las técnicas sustractivas y los sistemas de prototipado rápido.
En las técnicas sustractivas como el fresado por control numérico (CNC), a partir de un bloque de material (yeso, resina, metal o materiales compuestos), una fresa crea el relieve mediante la eliminación de todo el material que no forma parte del modelo. El trazador es controlado por una computadora que va mandando las instrucciones de fresado sobre el material. Esta técnica sustractiva fue la primera en desarrollarse basada en computadora. Se lleva usando desde que existen modelos digitales del terreno hasta la actualidad. Normalmente, los modelos maestros para la producción de modelos en relieve termoplásticos son creados con esta técnica. Una de las grandes ventajas es la posibilidad de trabajar con gran variedad de materiales y la de producir mapas de grandes dimensiones. Un buen ejemplo es la maqueta del Pirineo de 105 metros de ancho y 19 de largo realizada para el Parque Temático de los Pirineos en la que se utilizó una fresadora mecánica de precisión para tallar todo el relieve de la cordillera, dividida en módulos de 4,5 x 2,5 metros (Cruchaga, 2004).
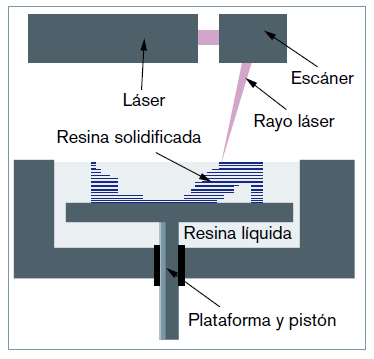
En los sistemas de prototipado rápido (RP) también llamados impresión 3D, al contrario que en las técnicas sustractivas, las capas son añadidas verticalmente una por una, siguiendo el principio de las técnicas manuales. Dentro de los sistemas de prototipado rápido existen gran variedad de técnicas de fabricación, que serán explicadas más adelante: destacan la fotolitografía, el laminado, la extrusión, el sinterizado láser y la impresión por chorro de tinta. La técnica de extrusión o modelado por deposición fundida es la que más se está extendiendo en la actualidad debido a la aparición de sistemas de impresión libres de bajo coste.
La decisión de utilizar sistemas aditivos o sustractivos depende de varios factores como la complejidad geométrica de la pieza, su tamaño o el material que se desea emplear para su fabricación. Los métodos aditivos no son la solución para cada problema de fabricación. Después de todo, la tecnología CNC es económica, ampliamente conocida, ofrece variedad en cuanto a materiales y una excelente precisión. Sin embargo, los primeros son ideales para la materialización de geometrías complejas con voladizos y huecos.
Generalmente, el proceso general para la impresión de un modelo 3D utiliza una combinación de herramientas, denominadas herramientas CAM (Computer-aided Manufacturing, siglas en inglés de “fabricación asistida por ordenador”). Dicho proceso se resumen en los siguientes pasos:

Sin embargo, los costes de material y el tiempo de fabricación son muy bajos; además, no es necesario el uso de soportes.
Deposición fundida
Dentro de las tecnologías de impresión 3D por adicción, el modelado por deposición fundida es la más extendida, incluso a niveles de uso personal fuera del ámbito de la ingeniería, en su mayoría apoyado por proyectos DIY (Do It Yourself, es decir “hágalo usted mismo”). Como pionero en este movimiento destaca el proyecto RepRap (RepRap, 2014), que ha desarrollado varias impresoras 3D bajo código abierto gratuito, siguiendo la idea de máquina autorreplicante, es decir, la propia impresora es capaz de imprimir partes de sí misma.
El proceso de modelado por deposición fundida (Fused Deposition Modelling, FDM, o también conocido por los miembros de la comunidad RepRap como Fabricación con Filamento Fundido (Fused Filament Fabrication, FFF) implica calentar un filamento de polímero termoplástico y extruirlo siguiendo la forma de las secciones de un modelo para formar la pieza capa a capa. Para ello se dispone de una boquilla de extrusión que se encuentra por encima de la temperatura de fusión del filamento y que puede desplazarse en tres ejes controlada electrónicamente por servomotores, como se muestra en la figura 5. A medida que la boquilla se desplaza acorde a la geometría de la pieza descrita, se deposita una fina hebra de plástico extruido para formar cada capa. El plástico se endurece inmediatamente después de salir expulsado de la boquilla y se adhiere a la capa inferior.
El competidor más cercano a la tecnología FDM para prototipos de plástico funcionales y de pequeño tamaño es el sinterizado láser, que ofrece mejores acabados y una gama diferente y algo más amplia de materiales. Los equipos de sinterización láser son más complejos y suponen un mayor coste.
Sinterizado láser
Esta tecnología, también llamada sinterizado selectivo por láser (SLS, Selective Laser Sinterizing), se basa en la deposición de una capa de polvo (generalmente, polímeros termoplásticos), en una cuba precalentada a una temperatura ligeramente inferior al punto de fusión del polvo. Seguidamente, un láser sinteriza el polvo siguiendo las secciones transversales capa a capa, causando que las partículas se fusionen y solidifiquen generando así, el objeto tridimensional. Una vez que las capas se van formando, la cubeta de polvo desciende una distancia equivalente al espesor de la capa formada y una nueva capa de material base es añadida a la superficie. El aporte de nuevas capas se efectúa mediante un proceso de alimentación que se realiza a través de un pistón que expulsa polvo a la superficie y un rodillo que se encarga de extender esta nueva capa de polvo de manera uniforme. El proceso se repite hasta crear el objeto tridimensional.
No es necesario ni el uso de soportes ni proceso de poscurado, lo que ahorra tiempo de fabricación en comparación con la estereolitografía. Sin embargo, los acabados superficiales no son tan buenos y generan superficies porosas, lo que en algunas ocasiones hace necesaria la infiltración posterior para densificar el producto. El sinterizado láser también permite la fabricación de objetos de metal y cerámica. Recientemente, han surgido sistemas de impresión de bajo coste basados en esta tecnología.

Impresión por chorro de tinta
Bajo esta tecnología existen diversas opciones de implementación:
Three Dimensional Printing (3DP), el proceso es similar al SLS, pero en lugar de utilizar un láser para sinterizar el material, un cabezal de inyección de tinta deposita un adhesivo líquido que une el material. La máquina extiende una capa de polvo de la caja de alimentación sobre la plataforma. Acto seguido se realiza la impresión de una solución de aglutinante sobre el polvo suelto, formando la primera sección transversal del modelo. La plataforma baja un nivel correspondiente al grosor de una capa y se repite el proceso. El prototipo se va generando así capa a capa. Puede ser necesaria la infiltración posterior para densificar el producto obtenido ya que el acabado es pobre. Esta tecnología es la más rápida de todos los métodos aditivos; además, el material utilizado tiene un bajo coste y ofrece impresiones a todo color.
Jetted photopolymer (JP) combina las técnicas utilizadas en la impresión de inyección de tinta y estereolitografía. A través de una serie de cabezales de inyección de tinta se depositan pequeñas gotas de material que forman cada capa. El material de construcción es un fotopolímero líquido que es curado por una lámpara UV. Entre las ventajas de este proceso destacan la alta precisión y buen acabado superficial, aunque no tan buenos como los obtenidos con la estereolitografía.
Inkjet Printing (MJM) es una técnica que se alimenta del material de construcción (termoplástico) y el material de soporte (cera) en un estado fundido en el interior de dos depósitos a una temperatura elevada. Estos materiales son cada uno alimentados a un cabezal de impresión de inyección de tinta que se mueve en el plano XY y dispara con pequeñas gotas a las ubicaciones requeridas para formar cada capa del modelo. Ambos materiales al instante se enfrían y solidifican. Después de que una capa se haya completado, un cabezal de fresado alisa la superficie y aspira las partículas resultantes. A continuación, la plataforma de impresión baja para que la siguiente capa pueda ser construida. Esta tecnología es la que ofrece mejor precisión y detalle de todos los métodos aditivos, aunque el tiempo de construcción es muy lento, no recomendable para objetos de gran volumen.

Aparte de las tecnologías anterior-mente nombradas, hay que mencionar que existen otras que derivan de los principios de estas, extendiendo a nuevos materiales la impresión 3D y reduciendo los tiempos de impresión (dos de las actuales líneas de desarrollo de los sistemas de impresión 3D). Así, por ejemplo, en la impresión de metales destacan el sinterizado directo de metal por láser (DMLS) y la fusión por haz de electrones (EBM). En términos de mejora relativos a tiempo de impresión destaca la reciente Continuous Liquid Interface Production (CLIP), por la que se consiguen impresiones entre 25 y 100 veces más rápidas en comparación con los sistemas comentados anteriormente.
SIG e impresión 3D libre y de bajo coste
La impresión 3D libre y de bajo coste ha sido impulsada principalmente por proyectos DIY, en los que se busca principalmente el ahorro de costes a la vez que se aprende. Destaca el proyecto RepRap que, basado en la tecnología FDM, ha desarrollado numerosos dispositivos de impresión 3D. Se pueden encontrar sistemas de impresión de bajo coste desde 300 € que proporcionan las partes del sistema en un kit para que el usuario lo ensamble. El límite actual de tolerancia para dispositivos DIY o de bajo coste está en torno a 0,1-0,2 mm en términos de grosor de capa, y su principal desventaja son los elevados tiempos de impresión que se necesitan para modelos de volúmenes intermedios.
Tradicionalmente, los SIG solo permitían la salida física de información en forma de cartografía en papel. Actualmente, la salida de datos en forma de cartografía digital y la publicación web son las más utilizadas. Con el empuje y democratización de la impresión 3D cada vez son más los usuarios que disponen de dispositivos de impresión, por lo que la implementación en los SIG de herramientas que permitan la impresión tridimensional de datos geoespaciales es una tarea que queda pendiente abordar. Sin embargo, a partir de esta idea ya se han desarrollado diversas herramientas libres que permiten la impresión en tres dimensiones de MDE.
DEMto3D: DEMto3D es un gestor de impresión que genera ficheros de salida en un formato STL que permite realizar impresiones en 3D. La aplicación DEMto3D (Venceslá Simón, 2015) se desarrolló inicialmente para el SIG libre Kosmo, pero su filosofía es adecuada para cualquier otro SIG. Actualmente también está disponible para el software QGIS (www.demto3d. com) (figura 6).
terrain2STL: se trata de un servicio web que convierte archivos en formato HGT a disposición del público por el USGS (U.S. Geological Survey) a formato STL (http://jthatch. com/terrain2stl/).
shp2stl: basado en Node.js y desarrollado por Doug McCune, permite convertir un archivo .shp de Esri en un modelo STL (https://github.com/ dougmccune/shp2stl).
Selección de técnica para la impresión
En cuanto a la impresión de mapas en relieve, la elección de una técnica u otra depende de muchos factores. En la tabla 1 se resumen en una comparativa las principales características de las técnicas presentadas en este trabajo. Los modelos de mapas en relieve no presentan geometrías complicadas por lo que cualquier sistema de impresión 3D puede trabajar con ellos sin necesidad de uso de soportes. Además, la alta resolución que tienen los MDE actuales generados a partir de datos LIDAR hace que los modelos sean bastante precisos. Las principales diferencias a la hora de utilizar un sistema u otro radican en: la elección del material que se va a utilizar, las dimensiones del mapa final y el acabado. Para mapas de gran formato las técnicas sustractivas ofrecen buena precisión y resultados muy económicos utilizando materiales plásticos. Para mapas de medio y pequeño formato se pueden utilizar sistemas de impresión 3D. El FDM es el sistema más barato, aunque también de los más lentos. Si se quiere un buen acabado superficial, SLA, SLS, JP y MJM ofrecen resultados muy buenos aunque los precios de los dispositivos son elevados. La
opción de incluir color a los modelos
impresos es de gran atractivo en
mapas en relieve, en los que se podría
superponer una ortofoto o un mapa
topográfico. Para ello se tendría que
utilizar un sistema de impresión por
chorro de tinta. Por ñltimo, la impresión
con materiales metálicos está disponible
en los sistemas 3DP y LOM.
Los precios de los sistemas de impresión
3D varían entre vendedores,
pero a nivel usuario, considerando un
precio por debajo de los 2.000 €, solo
encontramos en el mercado sistemas
SLA y sobre todo FDM.
Conclusiones
Las técnicas de producción de cartografía
en relieve han evolucionado a
lo largo del tiempo, así como su uso.
Como en la mayoría de los sistemas de
producción, se ha pasado de una actividad
puramente artesanal a una totalmente
mecanizada e informatizada,
principalmente de mano del desarrollo
de la tecnología a partir de la segunda
mitad del S. XX. En cuanto a su uso, la
aparición de sistemas de impresión 3D
de bajo coste ha convertido a un nñmero
enorme de usuarios en potenciales
productores de cartografía en relieve.
La disponibilidad, vía servicios web,
de datos de elevaciones con cobertura
global y su gestión por los SIG de
carácter libre, además posibilitan la
personalización de dicha producción
segñn las necesidades de cada usuario.
Referencias
Blanther, J. E. (1892). Patente no US473901 A.
EE.UU.
C. S. Spooner, J. (1953). Modernization of terrain
model production. Geographical Review.
Castle Island Co. (2014). Worldwide Guide to
Rapid Prototyping. Obtenido de http://www.
additive3d.com/
Cruchaga, L. J. (2004). Cartografía aplicada a
la creación de maquetas a escalade gran y
pequeño formato. De las UTM a las coordenadas
de mecanización. VIII Congreso Nacional
TOPCART.
CustomPartNet. (2014). Custompartnet.net. Obtenido
de http://www.custompartnet.com/
Institute of Cartography and Geoinformation, ETH
Zurich. (2014). Terrain models. Obtenido de
http://www.terrainmodels.com/
RepRap. (2014). RepRap-community project. Obtenido
de http://reprap.org/
United States. Department of the Army. (1956).
Terrain models and relief map making.
Venceslá Simón, F. J. (2015). DEMto3D: la nueva
herramienta que une SIG e impresión 3D.
Mapping, 24-28.
